|
|
Скоро!Событий нет.
|
Главная » Техническая информация » Статьи » Стойкость бессвинцовых сплавов к ударным (динамическим) нагрузкам. Эффект микродобавок. Результаты
14 января 2013
Стойкость бессвинцовых сплавов к ударным (динамическим) нагрузкам. Эффект микродобавок. РезультатыОглавление:
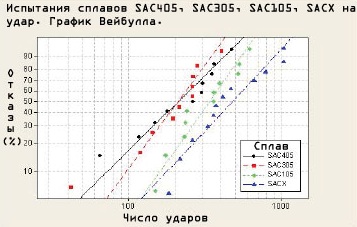
РезультатыВ программе развития свойств сплавов компанией Cookson Electronics проведено множество испытаний микросплавных SAC-припоев. Выбранные данные приведены ниже для демонстрации основных характеристик припоя, кинетики роста интерметаллических соединений, а также паяемости с учетом растекаемости и стойкости сплава к потускнению. Состав SAC-сплавовНа рисунке 5 приведены данные испытаний на удар с использованием сплавов SAC405, SAC305, SAC105 и SACX на компонентах типа CABGA100, смонтированных со сферами размером 18 мил. Сплавы с высоким содержанием серебра на низких циклах склоны к большему числу неисправностей, чем сплавы с низким содержанием серебра. Как показано выше на рисунке 1, дефект возникает из-за низкого модуля припойного сплава и является важным фактором в выборе паяльных сплавов для высокоскоростных применений.
Эффект микросплавных добавокВ этой работе показывается большое число легирующих добавок, но при этом подробнее рассматривается эффект от добавок никеля, хрома, висмута, германия и индия. Данный выбор основывается на желании подчеркнуть возможность инженерных комбинаций, направленных на улучшение свойств сплавов с учётом той роли, которую играют микродобавки и интерметаллические соединения в процессе пайки и при тестировании. Роль висмутаКомпания Cookson разработала серию SAC-сплавов с улучшенной смачиваемостью и растеканием. Одним из компонентов этих сплавов является висмут. Так как ряд авторов [11, 12] ранее уже обсуждал вопрос влияния висмута на вероятность хрупкого излома, то нашей целью являлось определение производительности модифицированных висмутовых SAC-сплавов при испытании на растяжение и ударную нагрузку. На рисунках 6 и 7 показаны результаты испытаний как на сплавах SAC305, SAC205, SAC105, SAC0307 (SACX без висмута), так и на аналогичных сплавах с содержанием висмута 0.1%. Тестирование проводилось на чипах типа CABGA100 со сферами 18 мил. После оплавления и перед выполнением испытания на растяжение компоненты подвергались резкому перепаду температуры (150ºС) в течение 500 часов. Скорости испытания – 15 мм/сек – оказалось достаточно для обнаружения хрупкого излома (режим 4) на приработанных паяльных узлах.
На рисунке 7 показаны результаты испытаний для SAC-сплавов как с добавлением висмута, так и без висмута. Коэффициент, равный единице, означает отсутствие эффекта после добавления висмута, при этом коэффициент >1 указывает на увеличение дефектов при добавлении висмута, в то время как показатель <1 означает улучшение качества соединений.
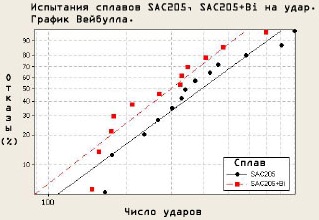
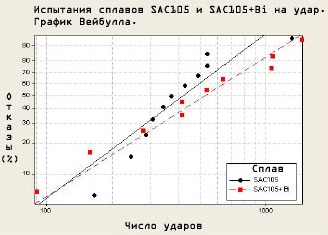
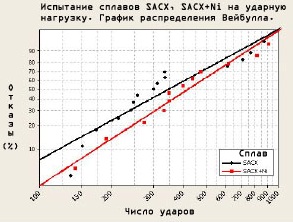
На рисунках 8 – 11 приведены графики распределения Вейбулла с результатами испытаний на ударную нагрузку при использовании тех же сплавов как с добавлением висмута, так и без. Также как и данные испытаний на растяжение, результаты испытаний на удар показывают отрицательное влияние на результат после добавления висмута в сплавы SAC305 и SAC205, включая незначительное (сплав SAC105) и значительное (сплав SAC0307, SACX0307+0,1Bi) улучшение качества соединений.
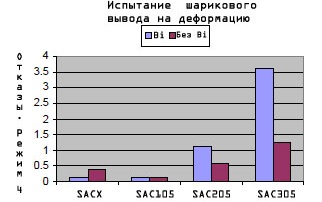
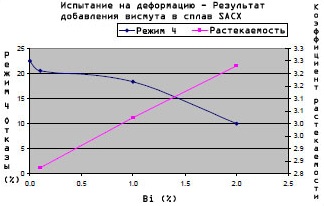
Высокоскоростные испытания на деформацию шариковых выводов (при скорости 1000 мм/сек) на компонентах CBGA84 со сферами размером 12 мил с использованием припоя SACX при разных уровнях добавок висмута показаны на рисунке 12. В дополнение к отказам в приведённом режиме 4 на рисунке точками отмечен уровень растекаемости припоя. Число отказов режима 4 уменьшается с увеличением уровня содержания висмута, при этом увеличивается уровень растекаемости припоя.
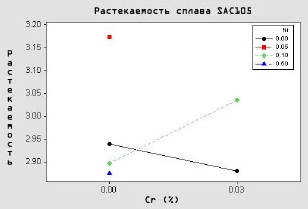
Таким образом, влияние добавок висмута на отказ реакции деформации в паяных соединениях в значительной степени зависит от сплава. Очевидное уменьшение хрупких изломов в режиме 4 наблюдается только у сплавов с низким содержанием серебра (Ag <1%). Значительные улучшения отмечаются у тех сплавов SACX (Ag = 0,3%), в которых содержание висмута составляет не более 2%. На рисунке 12 показано, что снижение числа хрупких изломов по мере увеличения содержания висмута сопровождается также улучшением смачиваемости и растекаемости сплава. Роль никеля и хромаНикель и хром не являются распространёнными добавками к SAC-сплавам, однако потенциальное влияние этих добавок на микроструктуру сплава и химию поверхности привлекло интерес к их изучению. Показатели растекаемости сплава SAC105 измерялись различными уровнями добавления никеля, что показано на рисунке 13. Оптимальный уровень содержания никеля для сплава SAC105 составляет 0,05%. Растекаемость при более высоком содержании никеля ухудшается из-за образования оксидов никеля. Тем не менее, хорошая растекаемость наблюдается при увеличении уровня содержания никеля в сплаве SACX до 0,1%.
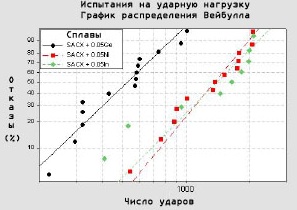
На рисунке 13 также показаны результаты теста на деформацию шарикового вывода при разных добавках никеля. Между улучшенной деформацией и растекаемостью припоя существует взаимозависимость. Содержание никеля 0,05% является оптимальным значением. То же самое подтверждается тестом на ударную нагрузку, приведенным на рисунке 14. Результаты испытаний на удар для сплава SAC105 с содержанием никеля 0,05% и 0,5% приведены на рисунке 14. Производительность при содержании никеля 0,5% значительно ниже, чем при 0,05%. Данный вопрос обсуждается ниже с учётом интерметаллических соединений, образующихся при пайке сплавами с более высоким содержанием никеля.
Рисунок 15 показывает результаты испытаний при использовании в сплаве SACX 0,1% никеля. В этом случае в испытании на удар можно заметить лишь незначительное улучшение. Добавление хрома оказывает отрицательное влияние на растекаемость припоя. Однако в сочетании с никелем можно заметить улучшение растекаемости. На рисунке 16 показано взаимодействие уровней никеля и хрома в сплаве SAC105. Несмотря на то, что данное взаимодействие довольно сильное, возможна дальнейшая оптимизация данной связи.
Добавление никеля и хрома наиболее эффективно сказывается на механических свойствах сплавов. На указанном выше рисунке 2 показано влияние нанесенного на медное защитное покрытие содержащегося в сплаве SAC305 никеля (0,1%) на рост слоя интерметаллического соединения Cu3Sn в процессе обработке при температуре 150°С. Добавление никеля практически уменьшает вдвое образование хрупких интерметаллических соединений при испытаниях на старение паяных соединений в течение 500 часов. При этом улучшается эффективность высокоскоростного испытания на деформирование как можно видеть ниже на графиках распределения Вейбулла и по результатам испытания на растяжение шариковых выводов. На рисунке 17 приводится сравнение тестов на ударную нагрузку для сплава SAC105 с добавлением никеля и сплава SAC105 с добавлениями никеля и хрома.
На рисунке 18 показаны результаты высокоскоростного испытания на растяжение для сплава SAC105 с добавлением никеля и хрома.
При наличии в сплаве SAC105 0,05% никеля при высокоскоростном испытании на растяжение в режиме 4 обнаружено примерно на 30% меньше отказов по сравнению со сплавом SAC105 без добавок. Аналогичным образом добавление в состав сплава SAC105 0,1% и 0,5% никеля приводит, соответственно, к снижению примерно на 15% – 20% числа отказов по сравнению со сплавом SAC105 без добавок. Добавление 0,03% хрома в сплав SAC105 уменьшает число дефектов примерно на 40%. Важно отметить, что между никелем и хромом по аналогии с результатами растекаемости припоя возникает синергический эффект. Значительное улучшение качества паяных соединений обеспечивает уже одно только добавление хрома (0,03%), а добавление в сплав никеля (0,1%) приводит к снижению количества хрупких изломов при испытаниях в вышеупомянутом режиме 4. Коллективный эффект от добавления никеля и хрома значительнее, чем сумма индивидуальных эффектов. Роль германия, индия и никеляПо разным причинам германий с никелем не являются самыми распространёнными добавками к бессвинцовым припоям. Оба элемента дорогостоящие при том, что германий слабо растворяется при взаимодействии с оловом. Тем не менее, индий обладает хорошим свойством как компенсатор диффузии, а германий может улучшить структуру поверхности. Несмотря на то, что значительные улучшения растекаемости и смачиваемости припоя при добавлении германия и индия не выявлены, тем не менее, в ходе испытаний на деформацию и удар удалось определить некоторые улучшения. Графики 19 и 20 объединяют полученные данные.
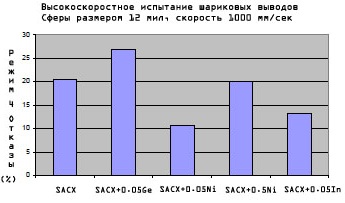
Как показано на графике 19, при высокоскоростном испытании на деформирование шарикового вывода сплава SACX с содержанием никеля 0.05% выявлено примерно на 50% меньше отказов, чем у немодифицированного сплава SACX. В то же самое время добавление 0,05% германия увеличивает этот показатель более чем на 50%. Добавление 0,05% индия снижает число отказов приблизительно на 30%, в то время как результаты испытаний при наличии 0,5% никеля показывают неизменное по сравнению с немодифицированным сплавом SACX число дефектов. Интересно, что в отличие от SACX добавление 0,05% германия в сплав SAC105 уменьшает на 20% число вероятных отказов при высокоскоростном испытании на расстяжение. На рисунке 20 показаны результаты сравнения испытания на удар для сплава SACX с добавлением германия, никеля и индия.
Устойчивость к потускнениюНа рисунке 21 показано изменение цвета сферы в результате термообработки. Испытания проводились сначала в течение 12 часов при температуре 125°С, затем в течение 168 часов при температуре 85°С и относительной влажности 85%. После этого следовало три цикла оплавления при температуре 255°С, включая 30 секунд оплавления свыше 217°С. Сферы основного сплава SAC305 без обработки поверхности приняли коричневатый оттенок. Добавление небольшого количества (~50 мкг/г) фосфора устраняет проблему, однако сферы по-прежнему принимают желтоватый оттенок. Окончательно избавиться от дефекта помогает добавление в сплав SAC305 хрома. Следует также отметить, что добавление никеля также обеспечивает хорошую защиту от потускнения.

|
|








|
© “Элинформ” 2007-2025. Информационный портал для производителей электроники: монтаж печатных плат, бессвинцовые технологии, поверхностный монтаж, производство электроники, автоматизация производства  |