|
|
Скоро!Событий нет.
|
Главная » Техническая информация » Статьи » Выбор сплава для бессвинцовой пайки волной. Результаты испытаний
08 февраля 2013
Выбор сплава для бессвинцовой пайки волной. Результаты испытанийОглавление:
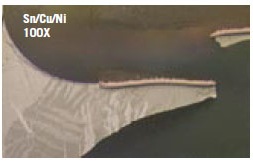
Результаты стратегии испытанийПланирование эксперимента выполнялось с использованием: двух сплавов – SACX и Sn/Cu/Ni; трёх подложек – иммерсионное олово (ImSn), иммерсионное серебро (ImAg) и CuOSP; двух флюсов и с учетом трёх параметров процесса – температура в ванне с припоем, скорость линии конвейера и температура предварительного нагревания. Проверка надёжностиМеханические свойства сплава зависят от его микроструктуры. Надёжность же паяного соединения зависит как от формы галтели паяного соединения, так и от механических свойств припойного сплава. В ходе эксплуатации печатная плата и её компоненты подвергаются ежедневному включению и выключению питания, что приводит к циклическому изменению температуры. Термомеханическая усталость паяных соединений проявляется в различии температурных коэффициентов расширения компонентов с платой, расстоянием между примыкающими контактными поверхностями, а также скоростью смачивания и формой галтели паяного шва. С течением времени ввиду незначительных перемещений поверхностей компонентов происходит постепенный износ электронного узла. После проведения 300 циклов испытаний на воздействие резкого перепада температур были изучены микроструктуры нескольких различных типов паяных соединений. По результатам этого анализа определялась эксплуатационная надёжность и устойчивость печатного узла к воздействию термоциклирования, или попросту режима включения-выключения. В нормальных условиях эксплуатации бытовых электроприборов колебания температуры незначительны и механическое напряжение, возникающее из-за низкого перепада температур, также незначительно. Термоциклирование вне принятого рабочего диапазона приемлемо для ускорения условий интенсивности напряжения за короткий промежуток времени. Очевидно, что чем выше ΔT, или разность температур, тем выше напряжение. Механические и реологические свойства паяльных материалов также являются функцией температуры. Для поддержания термомеханического напряжения интервалы температур в целях ускорения проявления усталостного напряжения не должны значительно превышать нормальные рабочие температуры. Следовательно, коэффициенты ускорения незначительны, и десятилетний срок жизни электронного узла рассчитан на 300 термомеханических циклов. Диапазон использованных в данном исследовании тепловых циклов составил от –25°С+1 до +85°С+1. В качестве оборудования использовалась термошоковая камера с резким перепадом температур. Время выдержки при высоких и низких температурах составило 90 минут. С помощью поляризованного света проверялись функциональные и визуальные характеристики каждого готового пробного экземпляра на наличие дефектов, способных повлиять на нормальную работу устройства. Похожие проверки сначала проводились при ста интервалах теплового цикла, затем возвращались обратно в испытательную камеру. При выборе паяных соединений для проверки, как правило, учитывались общие для всех экспериментальных конструкций компоненты. Среди них оказались компоненты с большой плоскостью основания (жёсткие штыревые контакты), небольшие выводные контакты (резисторы, диоды), бескорпусные компоненты (без BGA-выводов), а также компоненты из материалов, отличных от медных сплавов (отводы скрутки, теплоотводы и др). Целью проверки являлось определение различия температурного расширения между компонентами и платой, а также влияние высокой температуры на прочность паяных соединений. Для проверки были выбраны компоненты, которые планировалось подвергнуть наиболее сильному термическому напряжению. Паяные соединения, включающие некоторые компоненты, были разрезаны поперек, отшлифованы и отполированы для изучения по завершении 300 циклов воздействия резким колебанием температуры. Результаты термоциклического анализаМикроструктуры паяного соединения изучены после окончательной полировки без травления с использованием соответствующего микроскопа при переменном увеличении. Также было произведено 148 электронных микроснимков и наглядных сравнений. С помощью данных фотомикроснимков удалось изучить свойства паяных швов. После определения механизмов отказа в соответствии с уровнями усталости паяных соединений произведена оценка качества соединения (рис. 1). Для этого механизмы отказа сгруппированы согласно неисправности компонента, ошибки в проектировании и нарушению структуры сплава. На рисунках 2 и 3 представлены типичные срезы паяных соединений. В обоих случаях использовалось одинаковое органическое защитное покрытие с фольгированным диэлектриком типа FR4, но разные типы жидкого флюса. Данные паяные соединения демонстрируют незначительную деформацию после 300 термоударов. Паяные соединения, выполненные с применением сплава SACX, подвержены появлению поверхностной усталости, проявляющейся в деформации поверхности, и воздействию процесса интрузии и экструзии. В обоих сплавах обнаружены пустоты. В данном эксперименте пустоты оказались более значительными в сплаве марки SACX. Необходимо отметить отсутствие в выявленных пустотах трещин вне зависимости от используемого сплава. Выход поверхностной энергии проявляется посредством искажения поверхности в местах соединений с использованием сплава SACX и в виде угловых изломов на паяных соединениях, выполненных сплавом припоя Sn/Cu/Ni. Соединения пайкой на платах с применением припойных сплавов SACX и Sn/Cu/Ni, фольгированного диэлектрика типа FR4 и иммерсионного олова в качестве защитного покрытия обнаружили меньшее число пустот в поперечном сечении при использовании сплава SACX. Данный сплав продемонстрировал также более высокую способность к смачиванию. При этом на обоих микроструктурах можно увидеть двойниковые и древовидные кристаллы. При использовании сплава SACX наблюдалась поверхностная усталость в результате интрузии и экструзии крупинок припоя. В то же самое время в сплаве Sn/Cu/Ni этого эффекта не обнаружено. На рисунках 4 – 6 показано несколько паяных соединений жёстких штырьковых выводов, образованных пайкой сплавом Sn/Cu/Ni. Компоненты прикреплены к большой плоскости основания. На одностороннем печатном узле используется диэлектрик, представляющий собой бумажные слои, пропитанные фенольными смолами (тип FR1) с защитным покрытием на основе канифольного флюса. Паяное соединение на рисунке 4 получило оценку «удовлетворительно», а качество соединения на рисунке 6 оказалось неудовлетворительным. Механизмы отказа на рисунке 5 представлены ошибками в проектировании из-за некорректного соотношения «отверстие-вывод компонента» и нарушения структуры сплава (усталость паяного соединения) на рисунке 6. На рисунке 6 также показан механизм освобождения поверхностной энергии (угловые изломы), наличие которой зафиксировано и в других соединенных припойным сплавом Sn/Cu/Ni компонентах. Некоторые результаты зависели от паяных соединений жёстких штырьковых выводов, установленных на большой плоскости основания. В качестве материала основы также использовались бумажные слои, пропитанные фенольными смолами (FR1) с защитным покрытием на основе канифоли. Для пайки волной выбран сплав SACX. В первом примере на углу через интерметаллический слой произошёл выход поверхностной энергии, предположительно, из-за расхождения теплового расширения. В других примерах помимо нескольких пустот обнаружено шлакообразование. При этом не выявлено изломов, а количество образованных несмачиваемых припоем участков незначительно. У обоих сплавов (SACX и Sn/Cu/Ni) в зоне теплоотводов и в местах соединений волной припоя обнаружено также нарушение структуры сплава. Этот дефект наблюдался наиболее часто при использовании вывода компонента из алюминия или стали, а также при применении подложки из пропитанных фенолом бумажных слоев (FR1) или композиционных материалов (CEM-1). Несоответствие показателей теплового расширения вместе с характеристиками смачивания вывода компонента являются основными причинами данного механизма отказа. Остальные результаты относятся к паяному соединению теплоотвода и месту спайки скруток при использовании сплава SACX на двух различных односторонних печатных платах. Использованный диэлектрик состоял из стеклотекстолита, бумажного слоистого пластика (CEM-1) и бумажных слоев, пропитанных фенольными смолами (FR1). В обоих примерах использовалось защитное покрытие на основе канифоли. Механизмом отказа стало нарушение структуры сплава. Поэтому паяные соединения были отмечены как соединения неудовлетворительного качества. После воздействия резким перепадом температур (300 термоударов) припаянная скрутка отслоилась и треснула. Последнее паяное соединение сплавом Sn/Cu/Ni соответствует жёсткому выводному контакту с использованием пропитанных фенольными смолами слоев бумаги в качестве материала диэлектрика (FR1). При этом печатная плата была покрыта защитным слоем на основе канифоли. Проверка показала, что данное паяное соединение не соответствует требованиям качества и поэтому признано неудовлетворительным. Установлено, что причиной отказа стали плохое смачивание выводного контакта и усталость паяного соединения (нарушение структуры сплава). В результате проведения испытания на стойкость к резкому изменению температуры произошло полное разрушение паяного соединения. В числе других механизмов отказа – такие как разрыв галтели вследствие отверждения припоя, а также изменение скорости отверждения, вызванное тепловой массой выводов больших компонентов или самими компонентами. Предположительно, отслоение паяного соединения произошло из-за теплового напряжения и деформации в процессе охлаждения изделия и различия в скорости отверждения припоя. Термическая усталость припоя в данном исследовании представлена процессом интрузии и экструзии припоя, а также образованием пустот. Следует отметить, что паяные соединения с большими пустотами склонны к полному разрушению. В ходе данного исследования пустоты обнаружены у обоих сплавов, при этом у сплава SACX вероятность образования даже немного выше. Пустоты могут образовываться в процессе удаления газов из фольгированного диэлектрика вследствие недостаточной металлизации и захвата летучих органических соединений из-за недостаточного нагревания перед пайкой волной. Также необходимо добавить, что все проанализированные в исследовании паяные соединения успешно прошли испытания несмотря на наличие пустот. В связи с этим можно предположить, что одним из основных факторов, влияющих на успешное прохождение электроконтроля, является правильно спроектированный электронный узел. Основываясь на результатах, полученных в ходе многофакторной оценки процесса волновой пайки, установлено, что наиболее эффективное сочетание материалов, соответствующее самым строгим эксплуатационным требованиям надёжности, состоит из фольгированного диэлектрика типа FR4 с иммерсионным оловом в качестве финишного покрытия контактных площадок. Тем самым, по результатам выявленных механизмов отказа для волновой пайки выбран сплав SACX. Механизм снятия поверхностного напряжения у двух сплавов значительно отличается. В процессе снятия остаточного напряжения с соединения, выполненного с использованием сплава Sn/Cu/Ni, обнаружился угловой излом и поверхностная усталость, которые могут привести к полному разрушению паяного шва. В свою очередь, при снятии напряжения с паяных соединений, образованных применением сплава SACX, обнаружилось огрубление поверхности паяного соединения без углового излома. Можно предположить, что интерметаллические соединения Ag3Sn выступают в качестве преграды распространению излома, наделяя сплав SACX улучшенными защитными характеристиками против термической усталости. Результаты исследований показывают, что интерметаллические соединения Ag3Sn могут препятствовать распространению излома или изменять направление его распространения при ориентации перпендикулярно границам зёрен в припое. ЗаключениеПо результатам проведенного тестирования был выбран сплав SACX благодаря оптимальной стоимости владения, более высоким показателям надёжности, включающим лучшее качество, более высокую скорость смачивания, низкое шлакообразование и улучшенное сопротивление к термической усталости. Для проведения аналогичного исследования требуется определение соответствующего плана эксперимента и глубокое изучение всех процессов пайки. Первоначальная отработка технологии производства необходима для качественного процесса сборки печатных узлов и значительного снижения стоимости владения изделием. При желании провести документальное и инструментальное тестирование припоев SACX обращайтесь к дистрибьютору материалов Alphametals на вашей территории. Список использованной литературы:
Страницы статьи: 1 2 
|
|





|
© “Элинформ” 2007-2025. Информационный портал для производителей электроники: монтаж печатных плат, бессвинцовые технологии, поверхностный монтаж, производство электроники, автоматизация производства  |