|
|
Скоро!Событий нет.
|
Главная » Техническая информация » Обзоры и аналитика » Тенденции и пути развития современного жгутового производства для изделий специального назначения предприятий ВПК России
26 июня 2017
Тенденции и пути развития современного жгутового производства для изделий специального назначения предприятий ВПК РоссииВпервые опубликовано в журнале «Технологии в электронной промышленности», №3/2017 Автор: Алексей Горбач Выставка «ЭкспоЭлектроника‑2017» предоставила возможность специалистам узкопрофильных предприятий ознакомиться с современным оборудованием и его поставщиками на российском рынке. Для опытного и мелкосерийного жгутового производства в области изделий специального назначения это основная тематическая выставка года, знаковое событие, позволяющее сверить часы в рамках модернизации технических мощностей. Вот об этом и хотелось бы поговорить в статье. Из года в год, кто бывает на «ЭкспоЭлектроника», знает практически всех её основных участников, предлагаемое ими оборудование и решения, и собственно, что скрывается за самими выставочными стендами этих компаний по факту реализованных ими проектов. Узконаправленность отрасли жгутового производства делает каждое значимое событие внутри её общеизвестным. Основные дистрибьюторы на Российском рынке знают кто выиграл какой тендер, какое оборудование было поставлено, как реализован тот или иной проект и т.д. В результате, имеется объёмный массив данных по реализованным и реализуемым проектам в рамках модернизации жгутовых производств для изделий специального назначения – военной отрасли, космоса, атомной промышленности, авиационной и так далее. Что парадоксально, но анализируя эту информацию, никто не говорит до конца правды. Мы видим крупных дистрибьюторов на Российском рынке, которые представляют всё более современное оборудование и решения для жгутового производства – автоматические линии, системы управления производством (системы прослеживаемости) и многое другое, но при этом, крайне аккуратно упоминая о том - где это уже реализовано и как работает. Давайте попробуем разобраться в этом. За последние годы российскими дистрибьютерами в области жгутового производства были реализованы или находятся в стадии реализации крупные проекты в АО "Концерн ВКО "Алмаз - Антей", Госкорпорации "РОСКОСМОС", АО «Научно-производственная корпорация «Уралвагонзавод», Государственная корпорация по атомной энергии «Росатом» и др. На этих предприятиях жгутовое производство создавалось участками, целенаправленно, с учётом применения современного оборудования по обработке проводов и кабелей. Часть проектов находится в стадии реализации, часть в эксплуатации. Что вы можете увидеть, будучи сотрудником предприятия ВПК, проявившего желание посетить их с целью ознакомления и заимствования опыта в современном жгутовом производстве? Во-первых, бросаются в глаза изменения в существующих технологических процессах жгутового производства. Причём эти новшества, осуществлены в рамках конструкторской документации и не идут в разрез с нормативными документами предприятий и отрасли в целом. Это градация на: А) заготовительный участок, где осуществляется обработка провода и производство жгутовых заготовок:
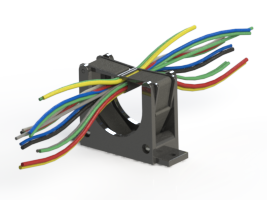
Б) участок сборки жгутов, где заранее обработанные провода и жгутовые заготовки собираются на плазах. Технологически, «между» заготовительным участком и участком сборки жгутов на плазах располагается промежуточный склад для хранения заранее обработанных проводов и жгутовых заготовок. Для исключения ошибок и человеческого фактора, все заранее обработанные провода и жгутовые заготовки маркируются технологическими бирками, с внесением данных в электронную систему контроля и управления жгутовым производством – локальную систему прослеживаемости. Технологическая маркировка осуществляется с помощью бирок, с нанесёнными символами и штрих кодом с разных сторон, позволяя визуально или с помощью сканера считывать информацию. Во-вторых, мы видим большое количество разнообразных станков по обработке провода и формированию жгутов. По сути, часть этих станков — это станки с ЧПУ, позволяющие в автоматическом и полуавтоматическом режимах обрабатывать провода и кабели. Особо хочется выделить появившиеся автоматические линии по обработке провода с лазерными модулями, позволяющие обрабатывать неэкранированные провода с 100% гарантией не повреждения жил. Надо заметить, что выделение в технологическом процессе жгутового производства заготовительного участка и участка сборки жгутов на плазах не является заслугой внедрения западного опыта или технологических новшеств от дистрибьюторов поставляемого оборудования. Такая градация технологического процесса применялась на ряде предприятий ВПК ещё в Советское время и показала, как свою эффективность, так и определённые недостатки. Положительными моментами такого разделения технологического процесса сборки жгутов, несомненно, является распределение труда между теми, кто заранее обрабатывает провода и жгутовые заготовки и теми, кто только собирает их на плазе. Но это приемлемо только для тех предприятий ВПК, где есть серийное производство. Для предприятий с опытным жгутовым производством, с мелкой серией, большой номенклатурой и единичными партиями жгутов, или там, где сборка осуществляется по конструкторской документации с часто вносимыми изменениями – это практически не применимо. Для таких предприятий основу по сборке жгутов составляет ручной труд. Как бы это банально не звучало, но именно наличие возможности выделить в технологическом процессе жгутового производства отдельного заготовительного участка крайне выгодно тем, кто занимается поставкой зарубежного оборудования по обработке проводов и кабелей. На этом, в основном, и зарабатывают дистрибьютеры. А что же получает заказчик? Вот тут и скрыто множество противоречий. Чтобы понять их суть, давайте вспомним, что большинство руководителей уровня главный инженер, главный технолог – это специалисты, которые, как правило, очень хорошо знают механообработку металлов. Ещё живы воспоминания, про незаменимых специалистов, кроме которых никто не мог сделать ту или иную деталь, быстро и качественно. Но появились станки ЧПУ, увеличилась производительность труда, то, что раньше изготавливалось несколько дней – на станке с ЧПУ можно сделать менее чем за час. Казалось бы, жгутовое производство должно было пойти тем же эволюционным путём, чтобы уйти от ручного труда и человеческого фактора. Но факты показывают обратное. Внедрение станков с ЧПУ в процесс жгутового производства не приносит таких быстрых и ожидаемых результатов, как в области механообработки и причин этому множество. Во-первых, нужно чётко понимать, что согласно конструкторской документации в наших изделиях применяется конкретная номенклатура отечественных проводов. Слово отечественных – ключевое. «Наши» провода, как Советского периода разработки и производства, так и Российские, изначально не предназначены для автоматической обработки - в отличие от механообработки по аналогии с исходным материалом. «Наши» провода не симметричные по сечению жил провода относительно его длины, по диаметру (толщине) изоляции относительно жил провода, сами провода имеют хорошую память – то есть они стараются остаться в состоянии небольшой изогнутости, как на катушке или в бухте, и в добавок ко всему, наш состав жил проводов и изоляции сильно отличается по составу от зарубежных аналогов. В итоге, нельзя просто взять подходящий по параметрам зарубежный станок по обработке провода и внедрить его в процесс жгутового производства на любом из отечественных предприятий ВПК. Основные дистрибьюторы на Российском рынке по поставке станков по обработке провода знают, что если взять зарубежный станок с параметрами, максимально близкими к параметрам, предполагаемого к обработке отечественного провода, допустим, по сечению жил, то этот станок или не будет работать сразу или выйдет из строя в ближайшее время. Вследствие чего, параметры станков берутся с превышением на 30 и более процентов. Это имеет очень простое объяснение, подтверждение которому было получено многими компаниями при тестовой обработке «наших» проводов. Состав жил отечественных проводов, в частности, медных, например, БПВЛ, отличается от зарубежных аналогов – он более жёсткий. Ножевые блоки импортных станков рассчитаны на «мягкую» медь. В результате пересчёта на нашу «жёсткую», максимальные параметры станка уменьшаются. К этому нужно добавить аналогичную особенность при наличии экрана провода, например, БПВЛЭ. Жёсткая медная проволока экрана приводит к ускоренному износу зачистных ножей станков. Казалось бы, теперь всё просто, берём станок с запасом по характеристикам и нет проблем. Оказывается, нет. Даже зная это, вы всё равно скорее всего столкнётесь с проблемами при полуавтоматической или автоматической обработке провода. Дело в том, что основная масса западных станков по обработке провода изначально разрабатывалась для автопрома, под импортные провода, а сами провода в последующем производстве адаптировались под эти же станки. Первичное наличие проводов с «мягкими» жилами определило конструктивную особенность данного оборудования. Ножевые модули таких станков имеют ножи, осуществляющие резку провода и именно только резку, но ни как ни его рубку. Ножи имеют острый угол заточки и соответственно тонкую рабочую кромку. В результате работы с «нашими» проводами они имеют значительное снижение своего ресурса и возрастание износа, поскольку изначально не предназначены для этого. Для «наших» проводов и кабелей подходят те станки, которые имеют «тупую» заточку ножей и осуществляют не резку провода, а именно его рубку. Соответственно, такие станки имеют гораздо более мощный ножевой блок и изначально гораздо ближе к реалиям нашего жгутового производства. Ответ на вопрос – как же быть и не ошибиться, чрезвычайно прост. Это заводские испытания оборудования по тестовой обработке основной номенклатуры проводов и кабелей. Достаточно осуществить мерную резку 100 м провода или кабеля с зачисткой изоляции с одной стороны при длине заготовок в 7-10 см – и вы получите достоверную картину состояния отрезных и/или зачистных ножей, с соответствующим пониманием их реального ресурса. Во-вторых, по конструкторской документации мы обязаны использовать именно указанную марку флюса, припоя и других расходных материалов отечественного производства. Это в свою очередь оказывает очередное влияние на подбор зарубежного оборудования, особенного, позволяющего в автоматическом режиме осуществлять обработку проводов. Поставляемые сейчас на Российский рынок автоматические линии с лазерной обработкой неэкранированных проводов способны нарезать провод в размер, осуществлять зачистку лазером его концов (со 100%-й гарантией не повреждения жил), подкручивать жилы провода за изоляцию, флюсовать и лудить в соответствии с заданием оператора. Поскольку применение импортных флюсов запрещено, используется ректификат из спирта и сосной канифоли, разведённые в заданной пропорции. Использование данного ректификата влечёт за собой ряд проблем, одна из которых - испарение спирта, сказывающаяся на сложностях с настройкой линии при лужении. Надо отметить, что вопрос настройки автоматических линий по обработке провода крайне болезненный при их эксплуатации и весьма сложный. Нет той желаемой аналогии с настройками, как у станков с ЧПУ для механообработки и их последующей эксплуатации. Станок с ЧПУ для автоматической обработки провода вы будете неоднократно настраивать, даже для одних и тех же проводов и причина этого кроется в «наших» отечественных материалах, изначально не предназначенных для автоматической обработки. В-третьих, отсутствие конструкторской документации на жгуты в электронной форме, позволяющей применить такое понятие, как «САПР для станков с ЧПУ» в области обработки провода. К сожалению, большая часть КД на жгуты — это бумажная документация. Процесс перевода КД в электронный вид запущен практически на всех предприятиях ВПК, но объём в бумажном виде, как правило, превалирует над электронным. В связи с этим предлагаемые крупными дистрибьютерами системы управления производством жгутовых участков – локальные системы прослеживаемости, крайне сложно адаптируется на реальном производстве. Как правило, технологам жгутового производства приходится делать двойную работу, формируя из бумажного КД электронное, с учётом специфики станков по обработке провода. В результате, заказчик может получить набор дорогих станков и программного обеспечения, который вписывается в понимание руководителей по аналогии с механообработкой - что всё должно работать, а в действительности, получается крайне сложный процесс адаптации всего этого оборудования в реальное производство. Часть оборудования начинает работать, часть станков стоит или используется с минимальной загрузкой. А сами жгуты, по сути, продолжают собираться вручную, с обработкой концов проводов по месту, с минимальным применением новшеств, то есть по «старинке». Хочу сразу подчеркнуть, что всё сказанное выше никак не направлено на призыв вернуть жгутовое производство к прошлому – к ручному труду. Ведь на самом деле попытка автоматизации жгутового производства – это правильный путь для снижения трудозатрат и, следовательно, самой себестоимости изделия в целом. И тут действительно не обойтись без специализированных станков по обработке проводов и кабелей, установок по бандажу жгутов, систем прослеживаемости и так далее. Давайте «копнём» глубже и разберёмся во всём этом. Какие технологические и технические решения позволят сделать не хуже, а действительно лучше наше отечественное жгутовое производство в области специального назначения. Самым простым и объективным инструментом служит обратная связь от самих предприятий, на которые было поставлено это современное оборудование для жгутового производства. Первое, что более всего заинтересовало и было принято специалистами жгутовых цехов - это специализированные держатели проводов типа Panduit. (рис. 1)
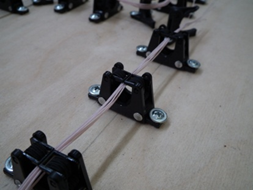
Рис. 1. Специализированные держатели проводов типа Panduit История появления держателей проводов в сборке жгутов берёт начало на АО «МКБ «Факел», где был собран первый фанерный плаз с применением держателей (рис. 2).
Рис. 2. Первый фанерный плаз с применением держателей, собранный АО «МКБ «Факел» При этом преследовались цели приподнять жгут над плазом, для более удобного бандажа и фиксации структуры в соответствии с КД, а также проверка возможности распайки жгута на плазах с применением специализированных держателей разъёмов, с ответной частью. При этом использовались провода, заранее обработанные (залуженные) с одной из сторон на автоматической линии. В последующем, по мере отработки технологии применения специализированных держателей проводов типа Panduit, с целью исключения влияния шага перфорации на расстановку держателей при сборке жгутов на перфорированных плазах, держатели Panduit были установлены на мощные магниты (рис. 3 и 4), а перфорированные столы покрыли магнитной металлизированной поверхностью (рис. 5).
Рис. 3. Магнитный держатель проводов типа зажим
Рис. 4. Магнитный держатель проводов типа разветвление
Рис. 5. Стол производства ТЕРМОПРО В результате этих работ появились три основных аксиомы технологии монтажа жгутов на магнитных держателях: №1 - любой магнитный держатель жгутов может быть установлен в любую точку плаза за несколько секунд. Больше не надо сверлить отверстия в фанере. Перфорированные панели с сотнями отверстий уходят в прошлое, №2 - любой магнитный держатель жгута может быть установлен под любым углом по отношению к другим держателям, №3 - любой магнитный держатель жгута крепко «сидит» на магнитном плазе, но его всегда можно снять или переставить в другое место. Данное конструктивное решение было разработано специалистами НТФ «Техно-Альянс Электроникс» в рамках совместной работы с одним из крупнейших отечественных дистрибьютеров в ходе проработки проекта по модернизации жгутового производства «Всероссийский НИИ автоматики им. Н. Л. Духова», г. Москва и позже запатентовано. Данное решение предназначено для мелкосерийного или опытного производства, с большой номенклатурой жгутов при их единичном производстве. За счёт магнитного покрытия плаза и держателей проводов на магнитах значительно сокращается время перехода от сборки одного типа жгута к другому. При этом сама металлизированная поверхность плаза может использоваться как поверхность для отрисовки маркером структуры жгута с помощью поверенного инструмента. Это позволяет не распечатывать структурные схемы жгутов на бумаге и соответственно экономит как рабочее пространство (нет необходимости хранить десятки плаз), так и расходные материалы. Ключевой особенностью применения специализированных держателей проводов типа Panduit является не только возможность приподнять жгут над сборочным плазом, но и возможность осуществления сборки жгутов с заранее обработанными проводами – с одной или двух сторон. Это обеспечивается за счёт удачных конструктивных особенностей данных держателей. Удерживаемые с помощью эластичной резинки провода зафиксированы не жёстко, как при укладке проводов на фанерном плазе между штырей. При раскладке проводов между штырей конструкторская документация запрещает их тянуть, так как это может вызвать внутренний обрыв жил. При использовании держателей проводов типа Panduit структуру жгута можно корректировать, за счёт плавного перемещения проводов – их подтягивания и выравнивания относительно требуемого края разъёма. Выровняв провода, с заранее обработанными концами с одной стороны, вы фиксируете структуру жгута, и сокращаете тем самым время монтажника при их распайке в разъём. В ряде случаев, когда структурная схема жгутов содержит 2-3 разъёма, возможна обработка провода с двух сторон, что значительно сокращает время их сборки. Сам принцип сборки жгутов с применением заранее обработанных проводов с одной или двух сторон стал вторым по популярности технологическим новшеством, вызвавшим немалый интерес и породивший различные дискуссий между технологами. Суть принципа во внедрении технологии, адаптирующей жгутовое производство предприятия с новым оборудованием, к требованиям существующего КД, а никак не поставка самого оборудования. Если уж быть до конца откровенными, оборудование может быть любого производителя, при условии соответствия параметрам технического задания заказчика. Самое ценное и самое дорогое – это адаптированная под ваше жгутовое производство технология, уникальная в своём роде. В независимости от стоимости станков, какой бы высокой она не была - вы не получите единого цельного технического решения, где с одной стороны можно подать провода и расходные материалы, а с другой стороны получать готовые жгуты, которые примет ОТК. На сегодняшний день таких решений не существует. Третьим техническим решением, вызвавшим не меньший интерес, по отзывам специалистов жгутовых производств отечественных предприятий ВПК различных отраслей, стала локальная система управления жгутовыми производством – так называемая, система прослеживаемости. На данный момент лишь два крупных отечественных дистрибьютера на Российском рынке поставляют данный программный продукт и имеют реализованные проекты на таких предприятиях, как:
По своей сути эти программы призваны решать одну задачу – формирование, контроль и управление распределением заданий в производстве от самого начала – склада с проводами, до выхода готового изделия – самого жгута. По факту – это два разных программных продукта, каждый из которых имеет свои плюсы и минусы. Мы не берёмся судить, какой из них лучше, но настоятельно рекомендуем потенциальным покупателям такого специализированного софта посетить лично эти предприятия и самостоятельно разобраться, что больше подходит именно для вашего производства. Четвёртой, заслужившей внимание новинкой, стала автоматическая линии по обработке проводов с помощью лазерных модулей. О плюсах и минусах этого оборудования было сказано ранее. Единственное, что хочется порекомендовать, перед выбором этого высокотехнологичного оборудования посетите предприятия ВПК, где оно уже установлено и эксплуатируется. Если не брать во внимание имевшие место события более мелкого масштаба, в итоге, мы получаем четыре ключевых инновации, которые прошли апробацию на Российском рынке, были внедрены или внедряются на ряде отечественных предприятий ВПК и имеют реальный опыт по адаптации в существующие технологические процессы жгутового производства. Понимание сути каждого из этих технических и технологических решений, а также видение требуемого вспомогательного оборудования для формирования полной картины современного жгутового производства даёт возможность вам провести незримую технологическую нить сквозь линейку любого оборудования по обработке провода, связав его и неотъемлемый ручной труд в замкнутый технологический цикл производства, не идущий в разрез с нормативной документацией, а лишь дополняющий ваш бесценный опыт, накопленный ранее. Приятно видеть, как осознание того, что «Запад нам поможет» уже пройдено. «Памятники» на предприятиях ВПК - купленное и не введённое в эксплуатацию дорогостоящее оборудование - уходят в прошлое. Всё больше появляется Российских аналогов оборудования, и уже не хуже, а где-то даже лучше зарубежных. В заключении хочется вспомнить слова нашего президента, которые актуальны сегодня как никогда: «Сила России — внутри нас самих, она внутри нашего народа, в наших людях, в наших традициях и нашей культуре, в нашей экономике...» (В.В. Путин). 
|
|


|
© “Элинформ” 2007-2026. Информационный портал для производителей электроники: монтаж печатных плат, бессвинцовые технологии, поверхностный монтаж, производство электроники, автоматизация производства  |