|
|
Скоро!Событий нет.
|
14 декабря 2007
Монтаж Flip Chip – просто, как «раз-два-три»Richard Boulanger, Vice President, Advanced Semiconductor Assembly Division, Ó Universal Instruments Corporation, АннотацияСогласно заслуживающим доверия оценкам, общие объемы производства компонентов Flip Chip в 2000 году составили более одного миллиарда изделий. Большинство из них сегодня используются в недорогих бытовых устройствах, таких как часы и калькуляторы, где преимущественно применяются технологии Flip Chip на плате (Flip Chip On Board – FCOB) либо на гибких подожках (Flip Chip On Flexible substrates – FCOF). Также наблюдается спрос на компоненты Flip Chip в корпусе на рынках компьютерной техники и телекоммуникаций. В этих передовых изделиях применяются микропроцессоры, специализированные ИС (ASIC) и микроконтроллеры, которые чаще всего представляют собой компоненты Flip Chip в корпусе (Flip Chip In Package – FCIP) на керамических подложках, которые постепенно заменяются многослойным, выполненным преимущественно по различным технологиям послойного наращивания материала, чтобы обеспечить выполнение большого числа контактов ввода/вывода. Согласно отчету Prismark [1] о состоянии отрасли, Flip Chip компоненты с матричным расположением выводов перешли в разряд широкодоступных. Благодаря появлению ряда новых поставщиков, усовершенствованию технологии и повышению показателей надежности были решены ключевые проблемы, связанные, например, с изготовлением столбиковых выводов и высокой плотностью межсоединений. Для производителей Flip Chip происходит размывание границ, традиционно разделяющих первый и второй уровень корпусов компонентов. Ожидается, что эта тенденция будет развиваться в течение следующих двух-трех лет, так как традиционные методы монтажа кристаллов становятся все менее затратными, и разрабатываются и тестируются новые материалы, такие как ремонтопригодные составы для заливки под корпусом и наносимые трафаретной печатью флюсы/заливочные материалы. Объемы производства FCIP и FCOB также растут [2].
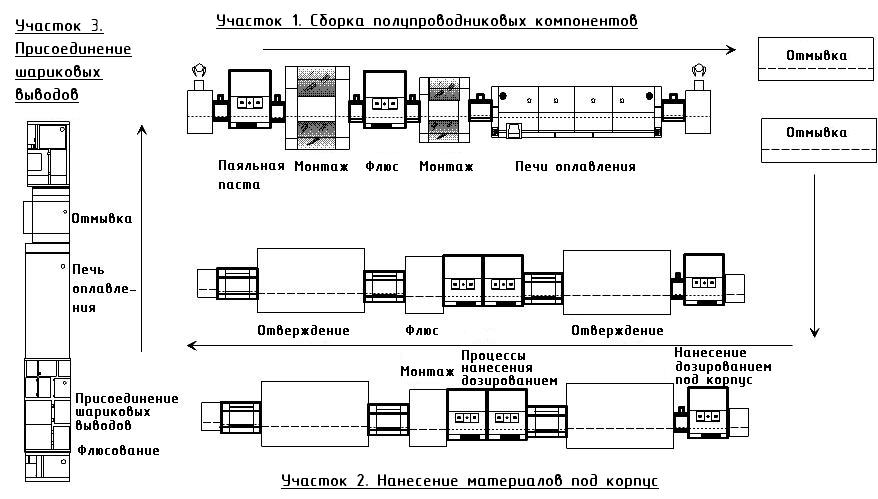
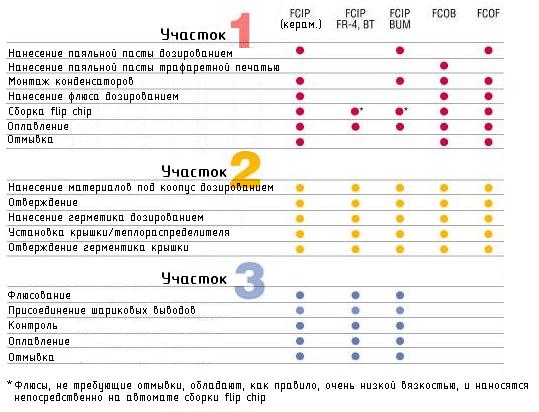
Рис. 1. Линия монтажа Flip Chip С учетом этих обстоятельств, зададимся вопросом, как компании-производителю организовать интегрированную сборочную линию Flip Chip в условиях больших объемов производства, выдержать требования чистого производственного помещения и прецизионного монтажа, сохранив при этом необходимую гибкость производства для дальнейшего развития. В данной статье рассматриваются вопросы, связанные с оборудованием и процессами, выполняемыми на линии монтажа компонентов Flip Chip при больших объемах производства, стоимость которой составляет около $5-7 млн., а занимаемая площадь равна примерно 2000 кв. футов (~186 м²) (см. рис. 1). Эта линия разделена на три участка по выполняемым операциям: монтаж полупроводниковых компонентов, нанесение материалов под корпус и присоединение шариковых выводов. Таблица производственных маршрутов изделий по операциям техпроцесса представлена на рис. 2. Рис. 2. Таблица производственных маршрутов изделий по операциям техпроцесса Участок 1. Монтаж полупроводниковых компонентов: оборудованиеНа рис. 3 представлена компоновка первого участка линии монтажа Flip Chip. Выполняемые на участке операции включают в себя нанесение паяльной пасты и флюса, установку компонентов с применением автоматов, обладающих высочайшей точностью и повторяемостью, пайку оплавлением и отмывку вне линии (если это необходимо). Эта конфигурация линии позволяет работать с кассетами для керамических подложек, отдельными подложками, гибкими кабелями, а также ПП для FCOB или слоистыми материалами в виде лент. Для каждого конкретного приложения должна производиться оптимизация устройств транспортировки плат и конвейеров. Рис. 3. Участок 1 линии монтажа Flip Chip В рассматриваемом сценарии производства предполагается необходимость применения конденсаторов. Поскольку существует большое количество различных типов конденсаторов, существует и много методов их монтажа, включая методы с использованием эпоксидных материалов, эвтектических припоев, высокотемпературных припоев для матриц столбиковых выводов, а также способы монтажа конденсаторов, обеспечивающие малую индуктивность. Материал для монтажа может наноситься на поверхность дозированием либо через трафарет. Последний метод типичен для FCOB. Если монтаж конденсаторов не требуется, конфигурация первого участка может быть упрощена за счет устранения оборудования для нанесения паяльной пасты трафаретной печатью либо дозированием, а также одного монтажного автомата. Поскольку трудно заранее предсказать, сколько конденсаторов потребуется установить, процесс должен быть оптимизирован для обеспечения максимальной гибкости. Это можно достичь, выбирая оборудование, точность и универсальность которого позволяют устанавливать как конденсаторы, так и компоненты Flip Chip. Хотя такое решение потребует бо́льших затрат на первом этапе, оно гарантирует гибкость в долгосрочной перспективе. Установка Flip Chip ставит исключительно сложные задачи перед системами технического зрения. Стандартное освещение обычно не обеспечивает достаточный контраст между металлическими контактными площадками и поверхностью керамических подложек вокруг них, имеющих светлые цвета. Источником проблем для обработки изображений также являются гибкие полиимидные пленки, так как контраст между гибким материалом и медным покрытием/металлическими проводниками также недостаточен. Тем не менее, существуют специальные системы освещения, которые обеспечивают оптимальный контраст даже для самых требовательных в этом отношении материалов, включая белые керамические подложки и гибкие материалы. Более высокие требования предъявляются также к системам позиционирования, применяемым в сборочном оборудовании. В условиях продолжающегося уменьшения шага выводов компонентов Flip Chip, сборочные автоматы, использующие передачи типа «винт-гайка» с ременным приводом, достигли предела своих возможностей при шаге выводов 200 мкм. Кроме того, этот вид автоматов обычно в процессе работы производит от 15 до 20 тыс. загрязняющих частиц размером ≥0,5 мкм на м³. Только оборудование, оснащенное линейными двигателями, одновременно удовлетворяет как требованиям точности, так и чистоты для сборки Flip Chip. Отдельные модели вызывают загрязнение всего лишь на уровне 558 частиц/м³ [3]. Производительность процесса монтажа Flip Chip зависит от многих факторов, ключевыми из которых являются количество инструментов автомата для захвата компонентов, возможности системы технического зрения, работающей «на лету», а также метод подачи компонентов. Виды упаковки полупроводниковых кристаллов включают в себя упаковки типа матричных паллет «waffle pack», клейкие ленты (surf tape), катушки с лентой и держатели полупроводниковых пластин. Выбор между держателями полупроводниковых пластин и матричными упаковками типа waffle pack является крайне важным решением. Упаковки типа waffle pack следует применять, когда кристаллы должны быть отсортированы тем или иным образом, либо когда речь идет о высокоскоростных изделиях (микропроцессорах, SRAM) или сверхсовременной памяти. Также следует остановиться на упаковке типа waffle pack в случае, когда выход годных с полупроводниковой пластины меньше 75%. Держатели полупроводниковых пластин предпочтительны по сравнению с упаковками типа waffle pack, когда выход годных с полупроводниковой пластины находится в диапазоне от 75 до 85%. Говоря более конкретно, если сборка осуществляется на том же производстве, то выход годных 75% означает использование держателей пластин. Если сборка происходит на другом предприятии, что требует дополнительных затрат на перевозку, то бо́льшая экономическая эффективность от применения держателей пластин достигается при более высоком уровне выхода годных, равном 85%. Наилучшее распределение теплоты в процессе оплавления демонстрируют печи с использованием принудительной конвекции. Требующие отмывки компоненты Flip Chip лучше всего обрабатывать на автономных установках с использованием центробежной силы; этот подход обеспечивает более интенсивную и эффективную отмывку, чем встроенные в линию системы струйной отмывки. Общая стоимость оборудования линии, представленной на рис. 3, составляет около $1,5 млн., ее производительность находится в диапазоне от 1200 до 1500 изделий/час. Участок 1. Монтаж полупроводниковых компонентов: технологический процессПри пайке эвтектическими припоями столбиковый вывод компонента Flip Chip будет иметь следующий состав предварительной металлизации по выводом: химическое покрытие Ni-P/Au, гальваническое покрытие Cr/CuCr/Cu/Au, NiV/Cu или Ti/Cu/Au и сам столбиковый вывод, полученный методом трафаретной печати либо гальваническим способом. На плате типичный эвтектический припой будет применяться в сочетании с флюсом, обладающим низкой вязкостью и оставляющим малое количество твердых остатков, так что отмывка не потребуется. Пайка оплавлением Flip Chip на керамике происходит при более высоких температурах, несмотря на то, что в этом случае флюсы имеют тенденцию к обугливанию. Это затрудняет последующую отмывку, которая обычно проводится методом группового центрифугирования на установке вне линии. В качестве материалов подложек используется керамика, FR4/BT и послойно наращиваемые материалы с микроотверстиями. Детальное рассмотрение этих вопросов выходит за рамки статьи. Однако тем, кто осуществляет монтаж Flip Chip, следует помнить о важности точного совмещения паяльной маски для Flip Chip на многослойной плате и для FCOB, а также о важности обеспечения прецизионной точности и повторяемости монтажных операций для подложек с шагом выводов 150 мкм и менее. Участок 2. Заливка под кристаллом: оборудование и технологический процессДолговременная надежность установленных компонентов Flip Chip в значительной степени зависит от качества материала, нанесенного под кристалл между его лицевой поверхностью и подложкой (рис. 4). Наносимые под корпус герметизирующие вещества увеличивают надежность, главным образом, благодаря снижению усталостных напряжений, локализованных в области столбиковых выводов. Эти напряжения вызываются различиями в коэффициентах температурного расширения между полупроводниковым кристаллом и подложкой, к которой он прикреплен. Правильно нанесенный под корпус и отвержденный материал равномерно распределяет локальные усталостные напряжения по всей герметизированной сборке, что увеличивает долговечность паяного соединения в 30-50 раз. Участок 2 (см. рис. 5) предназначен для выполнения заливки под кристаллом. Рис. 4. Нанесение материала под корпус кристалла между его лицевой поверхностью и подложкой Рис. 5. Участок 2 линии монтажа Flip Chip Существуют три наиболее важных параметра процесса заливки под кристаллом: соблюдение требуемого объема наносимого материала, контроль температуры компонентов и жидкого материала, а также применение информации о компонентах. Лучшим способом контроля указанных параметров с гарантией качественного дозирования материала является использование управления с обратной связью. С целью отслеживания компонентов, а также формирования диаграмм статистического управления процессом (Statistical Process Control, SPC) может быть сгенерирован файл журнала. Решением задачи получения заданного объема наносимого под кристалл материала является использование соответствующего объемного поршневого насоса. Этому требованию отвечают линейные поршневые насосы прямого вытеснения, так как в них используется поршень для точного нанесения объемов как больших, так и малых доз. Эти насосы являются значительно более совершенными по сравнению с системами, использующими вращение, или шнековыми дозаторами, которые больше подходят для нанесения паяльной пасты и других вязких материалов. Используемые в процессах герметизации жидкости с малой вязкостью и коротким временем жизнеспособности требуют прецизионного насоса, скорость истекания материала из которого не зависит от вязкости. Клапаны данных насосов также имеют наилучшую стойкость к абразивному износу и самую низкую стоимость эксплуатации. Еще один фактор успеха – управление температурой с обратной связью. При применении пропорционального интегрально-дифференциального (ПИД) регулятора, термопара обеспечивает обратную связь для алгоритма, учитывающего текущую температуру и скорость ее предшествующего изменения; управление осуществляется стабильно и с высокой степенью повторяемости. В условиях полностью автоматизированного производства система должна автоматически проверять температуру перед дозированием и записывать эти данные в файл журнала статистического управления процессом. Также важна гибкость в выборе методов нагрева и охлаждения, использующих преимущества механизмов теплопереноса. Если для многослойного основания с установленными на нижней стороне компонентами подходит применение нагрева излучением, то для керамических и прочих компонентов более подходящим может оказаться кондуктивный либо конвективный нагрев, причем может потребоваться фиксация и прижим компонентов. Вероятность возникновения проблем, связанных с задержками между предшествующей и последующей операцией техпроцесса, может быть снижена за счет применения тех же методов нагрева в зонах до и после нанесения материала, как и в установке дозирования. Полностью автоматизированное производство также требует наличия надежной системы технического зрения. Она должна быстро распознавать компоненты и затем обеспечивать точное нанесение материала и/или правильно регистрировать негодные компоненты. Так как варианты компонентов на этапе заливки могут быть достаточно многочисленными, требуется наличие алгоритмов с возможностью распознавания границ и функцией автокорреляции. Программируемое освещение часто является единственно возможным способом гарантированно распознать ключевые элементы компонента перед нанесением материала. Техпроцесс сборки FCIP часто содержит такие операции, как нанесение слоя теплопроводящего материала, а также нанесение и отверждение герметизирующего состава крышки компонента. Эти процессы также выполняются с использованием систем управления с обратной связью, подобных тем, что применяются для нанесения материалов под кристалл. Если во всех необходимых местах применяется управление с обратной связью, становится возможным обеспечить высокий выход годных и производительность на уровне 500-1000 изделий в час. Участок 3. Присоединение шариковых выводов: оборудованиеВозросшее применение Flip Chip в корпусировании полупроводниковых устройств вызвало уменьшение размеров корпусов и рост плотности расположения выводов. И то и другое оказывает влияние как на процесс присоединения шариковых выводов, так и на используемое оборудование. Ключевыми аспектами являются выбор материала, точность, увеличенная плотность расположения и уменьшенный размер шариковых выводов. Вследствие увеличения количества контактов ввода/вывода в корпусе потребовалось использование более сложных подложек. С другой стороны, выбор материала подложки может повлиять на выбор оборудования и его производительность. Также пропорционально увеличилась нестабильность размеров – как самой подложки, так и от подложки к подложке. Таким образом, оборудование должно учитывать такие погрешности, что лучше всего обеспечивается при помощи управляющей видеосистемы, которая динамически корректирует систему позиционирования автомата с целью компенсации локальных и общих отклонений размеров подложек. Наиболее совершенные автоматы присоединения шариковых выводов обладают возможностями последовательного пошагового выполнения процесса для минимизации локальных погрешностей. Это обеспечивает более точное совмещение шарика с подложкой, чем усреднение погрешностей монтажа по всей подложке. Эта проблема еще более усугубляется малыми размерами и шагом расположения шариковых выводов в сочетании с увеличивающимися размерами подложек и возрастающей плотностью монтажа. Применение различных материалов и уменьшение размеров элементов вызывает увеличение точности, которая требуется монтажной системе для точного нанесения флюса и установки шарикового вывода. На выбор оборудования также оказывает влияние, в какой форме подается материал: в виде матрицы, либо одиночных шариков, так как последние требуют различных возможностей сборочного оборудования для точного позиционирования. Это можно сделать, применяя активную оснастку, которая предусматривает определение начального положения по механическому контакту между компонентами и элементами оборудования. После определения начального положения, компоненты могут обрабатываться как групповым, так и последовательным методом. Участок 3. Присоединение шариковых выводов: технологический процессПрисоединение шариковых выводов лучше всего выполнять на интегрированной производственной линии, что позволяет использовать преимущества жесткой взаимосвязи работы с материалами, сборочного процесса и применяемого для этого оборудования. На рис. 6 показана типичная конфигурация линии. Выполняемые операции включают подачу подложек, нанесение флюса, присоединение шариковых выводов, оплавление и отмывку. Возможны и другие конфигурации, в зависимости от метода подачи микросхем на сборку. Варианты конфигураций могут включать в себя подачу одиночных компонентов из поддонов стандарта JEDEC и обработку изделий на ленточных носителях с осуществлением контроля после присоединения шариковых выводов и перед оплавлением. Контроль после установки шариков заключается в проверке их присутствия/отсутствия, а также в определении взаимного расположения шарика и КП; он дополняется контролем, выполняемым в процессе обработки подложек, который в реальном времени распознает отсутствие шарика, его застревание и избыточное количество шариков. Число пропущенных дефектов снижается до уровня 6σ. Рис. 6. Участок 3 линии монтажа Flip Chip В случаях, когда шариковые выводы устанавливаются на керамические подложки, шарики, как правило, имеют высокое содержание олова, чтобы компенсировать температурные воздействия, которым подвергается корпус. Эти шарики крепятся к положке при помощи эвтектической паяльной пасты, которая смачивает как сам шарик, так и подложку. Шарики с высоким содержанием олова могут крепиться к керамической подложке путем установки непосредственно на подложку с нанесенной пастой, либо в графитовые кассеты с пастой, нанесенной на поверхность шариков; затем подложка устанавливается на кассету сверху. Когда шариковые выводы устанавливаются на полимерные подложки, на их площадки перед установкой шариков наносится капля флюса методом переноса на игле; это позволяет осуществлять групповое нанесение флюса на все площадки одновременно или последовательно. Система видеоконтроля используется так же, как было описано выше. Изменение объема наносимого флюса и площади поверхности нанесения обеспечивается изменением формы иглы и степени ее погружения в емкость с флюсом. ЗаключениеТри описанных выше автоматизированных участка предлагают несколько возможных альтернатив для работы со все более возрастающим количеством разнообразных вариантов исполнения корпусов Flip Chip, металлургии столбиковых выводов, материалов подложек и методов осуществления процессов; что включает в себя слоистые ленточные материалы, отдельные подложки в держателях либо кассетах Auer и т.д. Производители, рассматривающие вопрос приобретения линии сборки Flip Chip, перед тем, как будет создана предварительная компоновки линии, оценена стоимость и методы работы с материалами, обычно ведут переговоры с 12 различными поставщиками оборудования. Сочетая передовые технологии, экспертные знания в области техпроцессов и комплексный подход, можно существенно сократить время, требуемое на подготовку линии сборки Flip Chip. Также может быть уменьшено количество сложностей при запуске линии и снижены технические риски, связанные с большим количеством поставщиков. Подход, описанный в данной статье, способствует значительному сокращению количества поставщиков и времени на освоение нового производства, включающее приобретение оборудование, ввод его в эксплуатацию и испытания линии для сборки Flip Chip – как в корпусе, так и на плате. БлагодарностиАвторы благодарят Patrick Torrico и Paul Golaszewski из Universal Instruments Corporation и James Maloney из Motorola Manufacturing Systems за их помощь в подготовке данной статьи. Список источников

|
|



|
© “Элинформ” 2007-2024. Информационный портал для производителей электроники: монтаж печатных плат, бессвинцовые технологии, поверхностный монтаж, производство электроники, автоматизация производства  |