|
14 декабря 2007
Часть I и II. Типовые дефекты трафаретной печати
Статья предоставлена компанией ЗАО "Предприятие ОСТЕК"
http://www.ostec-smt.ru/
Часть I. Дефекты трафаретной печати
| Пример дефекта |
Описание дефекта |
Возможные причины |
Методы предотвращения |
 |
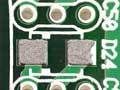
Загрязнение трафарета с нижней стороны – может приводить к образованию шариков припоя и перемычек при пайке оплавлением |
- Плохая очистка трафаретов
- Редкая очистка трафаретов
- Плохая поддержка печатных плат (прогиб)
- Плохое совмещение трафарета с рисунком контактных площадок
- Зазор между трафаретом и печатной платой
|
- Использовать специальные материалы для очистки трафаретов1)
- Увеличить частоту очистки трафаретов снизу2)
- Обеспечить поддержку печатных плат снизу
- Обеспечить точное совмещение
- Исключить зазор между платой и трафаретом
|
 |
Деформация трафарета – может приводить к попаданию пасты за пределы контактных площадок, перемычкам и шарикам припоя |
- Высокое давление ракеля
- Большое давление при совмещении трафарета с платой
- Плохое натяжение трафарета
|
- Уменьшить давление ракеля, (при походе ракеля трафарет должен полностью очищаться от паяльной пасты)
- Уменьшить давление
- Обеспечить натяжение трафарета
|
 |
Паяльная паста остается в апертурах после разделения трафарета с печатной платой |
- Отверстия в трафарете заблокированы
- Высокая скорость разделения трафарета с печатной платой
- Неправильно выбран размер частиц паяльной пасты
- Площадь стенок апертур значительно больше площади контактных площадок
|
- Проверить и очистить окна в трафаретах1)
- Откорректировать скорость разделения трафарета с платой3)
- Заменить пасту4)
- Конструкция апертур должна соответствовать требованиям стандарта IPC-7525
|
 |
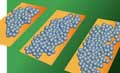
Неравномерные отпечатки паяльной пасты |
Плохое отделение пасты от апертур в трафарете |
- Проконтролировать скорость разделения трафарета и платы3)
- Проверить чистоту трафарета
- Увеличить скорость нанесения пасты для уменьшения вязкости
- Проверить качество паяльной пасты
- При локальном расположении дефектов проверить поддержку плат
|
 |
Объем паяльной пасты на контактных площадках меньше 80% от объема апертуры трафарета |
- Недостаточное количество пасты на трафарете
- Плохое отделение пасты от апертур в трафарете
- Длительное время нахождения пасты на трафарете может приводить к подсыханию пасты и увеличению вязкости
- Слишком большой размер частиц припоя
- Частичное закупоривание апертур трафарета
|
- Проверить количество пасты на трафарете5)
- Проконтролировать скорость перемещения и давление ракеля
- Проконтролировать свойства паяльной пасты
- Минимальная ширина окна в трафарете должна быть больше или равна 5 максимальным диаметрам шариков припоя
- Произвести очистку трафарета1)
|
 |
Образование перемычек при нанесении паяльной пасты |
- Слабое натяжение трафарета на раме
- Низкая вязкость паяльной пасты
- Повреждения (деформация) трафарета
- Размер апертур в трафарете равен размеру контактных площадок
|
- Обеспечить тщательное натяжение трафарета
- Проконтролировать температуру в рабочем помещении; снизить скорость перемещения ракеля; заменить пасту
- Заменить трафарет
- Уменьшить размер апертур6)
|
 |
Избыточное количество паяльной пасты на контактных площадках – может стать причиной возникновения перемычек после установки компонентов |
- Низкое давление ракеля
- Истирание кромки ракеля (вмазывание пасты)
- Зазор между трафаретом и платой
- Большая толщина трафарета
- Недостаточная поддержка платы с низу
|
- Увеличить давление ракеля
- Заменить ракель
- Устранить зазор
- Заменить трафарет
- Обеспечить поддержку печатных плат снизу
|
 |
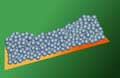
Дефект «собачьи уши» - достаточное количество паяльной пасты в целом, но неправильная форма отпечатка пасты, возможно возникновение перемычек при пайке |
- Не отрегулирована скорость разделения трафарета с печатной платой
- Низкое давление ракеля
- Низкая скорость ракеля
|
- Отрегулировать скорость разделения трафарета с платой
- Увеличить давление ракеля (трафарет должен полностью очищаться от паяльной пасты после прохода ракеля)
- Увеличить скорость перемещения ракеля
|
 |
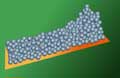
Вычерпывание паяльной пасты - недостаточное количество паяльной пасты на контактных площадках |
- Недостаточная жесткость ракеля
- Высокое давление ракеля
- Большой размер апертур (больше 2 х 2 мм)
|
- Использовать металлический ракель
- Уменьшить давление ракеля
- Уменьшить размер окон в трафарете7)
|
Комментарии:
1) – Используйте специальные безворсовые материалы и промывочные жидкости для очистки трафаретов
2) – Рекомендуется проводить очистку трафаретов с нижней стороны после нанесения пасты на каждые 10 – 15 плат, при использовании компонентов с малым шагом может потребоваться очистка через 3 – 5 плат
3) – Скорость разделения трафарета с печатной платой зависит от типа пасты (см. ТУ на пасту) и минимального шага компонентов
4) – Минимальная ширина апертур должна быть больше или равна 5 максимальным диаметрам шариков припоя
5) – Диаметр валика пасты на трафарете должен находиться в диапазоне от 12,5 до 25 мм
6) – Рекомендуемый размер апертур в трафарете должен составлять 75 – 90% от размеров контактных площадок
7) – Для больших контактных площадок рекомендуется уменьшать размер апертур путем деления перемычками (шириной 0,2 мм) на две и больше апертур
Часть II. Дефекты трафаретной печати
Комментарии:
1) – Рекомендуемый размер апертур в трафарете составляет 75 – 90% от размера контактной площадки
2) – Рекомендуется проводить очистку трафаретов с нижней стороны после нанесения пасты на каждые 10 – 15 плат, при использовании компонентов с малым шагом может потребоваться очистка через 3 – 5 плат
|