| Пример дефекта |
Описание дефекта |
Возможные причины |
Методы предотвращения |
 |
Не оплавленная паяльная паста:
паяльная паста после процесса пайки остается в виде массы состоящей из отдельных шариков припоя |
- Неправильные настройки оборудования пайки, оборудование не успело выйти на заданный профиль после включения
- Истощение флюса на этапе предварительного нагрева (флюс потерял флюсующие и защитные свойства)
- Используется паяльная паста с истекшим сроком годности или неправильными условиями хранения
- Длительное время выдержки печатных плат между процессами нанесения паяльной пасты, установки компонентов и пайки
|
- Обеспечить достаточное время для выхода оборудования на заданные режимы, измерить температурный профиль и в случае необходимости откорректировать
- Уменьшить время на стадии стабилизации (не более 120 сек)
- Провести испытания пасты «на шарики припоя» согласно IPC-TM-650 метод 2.4.43., заменить паяльную пасту
- Сократить межоперационное время, конкретные значения зависят от типа паяльной пасты и условий окружающей среды, определяются экспериментальным путем
|
 |
Бугристые, неровные, матовые паяные соединения на отдельных выводах крупногабаритных микросхем:
наблюдается на отдельных или на всех выводах крупных микросхем. Небольшие компоненты полностью запаяны |
Крупногабаритные корпуса требуют большей передачи тепла и большего времени для образования паяного соединения. Недостаточное время и/или температура выше точки плавления приводят к отсутствию пайки |
Варьируя параметрами температура и время на стадии стабилизации, температура и время на стадии пайки откорректировать температурный профиль |

 |
Отсутствие контакта отдельных выводов компонентов с оплавленным припоем
Вывод компонента приподнят над галтелью припоя |
- Неравномерное нанесение паяльной пасты на контактную площадку (например, при нанесении пасты дозатором)
- Низкое давление при установке компонента
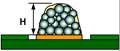
Высота отпечатка пасты после нанесения Н

Высота галтели припоя после пайки равна половине высоты отпечатка
|
- Обеспечить равномерное нанесение пасты на контактные площадки
- Откорректировать давление при установке компонентов
|
 |
Отсутствие контакта отдельных выводов компонентов с оплавленным припоем
Деформированный вывод компонента или некопланарная поверхность контактных площадок. Чаще всего дефект наблюдается на компонентах с малым шагом |
Дефект может возникать в случае некомпланарности выводов и контактных площадок. Деформация выводов компонентов возможна при транспортировке или установке компонентов |
- Проверить компланарность выводов перед установкой
- Исключить ручные операции установки компонентов
- Проверить равномерность металлизации, использовать печатные платы с покрытием Ni/Au
|
 |
Эффект «надгробного камня» |
Неравномерное распределение сил поверхностного натяжения на противоположных концах чип-компонентов заставляет подняться один из торцов чип-компонента над контактной площадкой |
Анализ причин и методы предотвращения подробно рассматриваются в серии публикаций в выпусках бюллетеня №2 февраль 2004г, №3 март 2004г и №4 апрель 2004 г. |
 |
Отсутствие паяного соединения или недостаточное количество припоя на паяном соединении.
Минимально допустимое количество припоя в паяном соединении регламентируется требованиями международного промышленного стандарта IPC-A-610С раздел 12 |
Дефект возникает в результате ошибок на стадии трафаретной печати (недостаточное количество паяльной пасты).
Возможные причины:
- Недостаточный размер окон в трафарете
- Загрязнение трафарета
- Низкое давление ракеля
- Смещение отпечатков паяльной пасты
|
Причины и методы предотвращения подробно рассматриваются в выпуске бюллетеня №10 сентябрь 2004г и №11 октябрь 2004г |
 |
Отсутствие паяного соединения в результате разворота чип-компонента |
- Ошибки оборудования установки компонентов
- Неаккуратное обращение с печатными платами
|
- Отрегулировать оборудование установки компонентов
- Осуществлять межоперационное перемещение плат в специальной таре
|

 |
Отсутствие паяного соединения в результате смещения чип-компонента |
- Неточная установка компонентов
- Неправильная конструкция контактных площадок (одна площадка длиннее другой или универсальные контактные площадки под разные типоразмеры компонентов, например, 0805 и 0603)
|
- Повысить точность установки компонентов
- Изменить конструкцию контактных площадок (руководствуйтесь требованиями стандарта IPC-SM-782A)
|

