|
18 декабря 2007
Часть IX. Дефекты пайки оплавлением – Дефекты компонентов в корпусах BGA
Статья предоставлена компанией ЗАО "Предприятие ОСТЕК"
http://www.ostec-smt.ru/
Часть IX. Дефекты пайки оплавлением – Дефекты компонентов в корпусах BGA
| Пример дефекта |
Описание дефекта |
Возможные причины |
Методы предотвращения |

Пример уменьшения высоты шарикового вывода компонента
BGA при пайке с 500 до 300 мкм |
Коллапс шариковых выводов.
Метод контроля – визуальный.
В процессе пайки низкотемпературные (Sn/Pb) шариковые выводы BGA “расползаются”. Типичное уменьшение высоты шариковых выводов составляет 10%, уменьшение на 25% является предельно допустимым. |
Длительное время пайки приводит к расплавлению и “расползанию” шариковых выводов. |
Откорректировать температурный профиль (уменьшить время пайки).
Ограничить растекание припоя паяльной маской (см. требования стандарта IPC-7095A). |
 |
Перегрев шариковых выводов.
Метод контроля – визуальный.
Поверхность паяных соединений и шариковых выводов бугристая, неровная, матовая. |
Высокая температура в процессе пайки.
Повторное расплавление припоя (двухсторонний монтаж, ремонт). |
Откорректировать температурный профиль (уменьшить температуру пайки).
При двухстороннем монтаже обеспечить пайку BGA во втором цикле. |
 |
“Холодная пайка”.
Метод контроля – визуальный, рентген, снятие микрошлифа.
Низкая электрическая и механическая прочность паяного соединения, увеличение сопротивления контактов. |
Низкая температура пайки при пайке с применением флюс-геля (флюс-крема, флюс-пасты). |
Увеличить температуру пайки. |

Деформация паяного соединения

Деструкция паяного соединения
|
Деформация или деструкция паяных соединений.
Метод контроля – визуальный.
Приводит к снижению механической прочности паяных соединений. |
Перемещение компонентов в процессе охлаждения (до затвердевания припоя) – может происходить в результате вибрации конвейера печи.
Деформация печатных плат при охлаждении (высокая скорость охлаждения, низкое качество базовых материалов).
Ошибки при разработке печатных плат – неправильная конструкция/размещение контактных площадок. |
Предотвратить вибрацию конвейера печи.
Снизить скорость охлаждения (руководствуйтесь требованиями стандарта J-STD-020C); использовать качественные материалы для печатных плат (при внедрении бессвинцовой технологии температура стеклования диэлектрика должна составлять не менее 150°С).
При конструировании печатных плат следует руководствоваться требованиями стандартов IPC-7095A и IPC-7351. |
 |
Затекание припоя в переходные отверстия.
Метод контроля – рентген.
Скелетная пайка, низкие механические характеристики паяного соединения, частично перекрытое припоем переходное отверстие становится ловушкой для загрязнений, создавая большиепроблемы в процессе отмывки. |
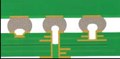
Ошибки разработчика: открытые металлизированные отверстия рядом с контактной площадкой, узкая перемычка паяльной маски (см. рис.) может не обеспечивать защиту от проникновения припоя в процессе пайки в переходное отверстие. |
Обеспечить перекрытие сквозных и межслойных металлизированных отверстий паяльной маской (см. требования стандарта IPC-7095A).

Пример перекрытия отверстий паяльной маской
|
Пустоты в шариковых выводах BGA. Один из предыдущих выпусков энциклопедии был посвящен анализу пустот в паяных соединениях, однако природа возникновения пустот в шариковых выводах может отличаться от обычных компонентов. Причины возникновения пустот в шариковых выводах могут быть связаны с нарушением технологических режимов пайки, ошибками конструкции печатных плат, дефектами производства компонентов. Ниже приведен дополнительный анализ причин возникновения пустот в шариковых выводах. Данный раздел подготовлен на основе международного стандарта IPC-7095A, который дает четкие инструменты анализа, классификации, степени опасности и методов обнаружения подобных дефектов.
| Пример дефекта |
Описание дефекта |
Возможные причины |
Методы предотвращения |
 |
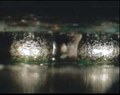
Небольшие пустоты на границе шарикового вывода и контактной площадки корпуса компонента.
Метод контроля – рентген, снятие микрошлифа. |
Дефект возникает на этапе производства компонентов. |
Ввести выборочный входной контроль (рентген)
Заменить производителя компонентов. |

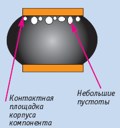
Пример сечения печатной платы с контактными площадками, имеющими в центре углубление, и компонента BGA до сборки ПУ.
Пример образования дефектов паяных соединений во время процесса пайки. |
Большие пустоты в месте контакта вывода компонента и контактной площадки на печатной плате.
Метод контроля – рентген, снятие микрошлифа.
Возникают как при пайке BGA с применением флюс-геля, так и при использовании паяльной пасты. |
Неправильная конструкция контактных площадок
Некоторые производители применяют специальную конструкцию контактных площадок для BGA с межслойными или сквозными металлизированными отверстиями. Подобная конструкция применяется с целью упрощения центрирования компонентов с шариковыми выводами при установке, однако в процессе пайки это будет приводить к формированию больших пустот (см. рис.). |
Исключить сквозные межслойные металлизированные отверстия на контактных площадках под компоненты с шариковыми выводами (сквозные и межслойные металлизированные отверстия должны быть отделены от контактной площадки зауженным проводником и перекрыты паяльной маской, см. пример выше). |
|

