|
|
Скоро!Событий нет.
|
26 декабря 2007
Финишные покрытия печатных платОглавление:
ВведениеФинишные покрытия наносятся в процессе производства печатных плат на контактные площадки и другие открытые элементы печатного рисунка. В современных электронных изделиях находят применение разнообразные финишные покрытия, различающиеся своими свойствами. Тем не менее, пока не найдено то из них, которое бы полностью удовлетворило нужды производителей в любых условиях применения. Выбор конкретного покрытия определяется назначением тех элементов печатного рисунка, которые им покрываются. Для контактных площадок, предназначенных для пайки, основными требованиями будут паяемость и совместимость с материалом выводов компонентов и составом припоя. Для контактных площадок для компонентов, монтируемых на поверхность, большую роль играет возможность обеспечения плоскостности покрытия. Когда покрытые элементы рисунка подвергаются механическим воздействиям, например в краевых разъемах, на выбор покрытия будут оказывать существенное влияние его механические свойства: коэффициент трения, стойкость к износу, механическая прочность. На элементы рисунка одной платы, имеющие различное назначение, могут наноситься разные покрытия, если это необходимо для обеспечения качества и надежности, либо одинаковое покрытие с «компромиссными» свойствами для упрощения процесса изготовления. Данная статья посвящена покрытиям, наносимым на контактные площадки, предназначенные для пайки. Для выбора покрытий и определения их характеристик существует целый ряд стандартов, наиболее распространенными из которых являются три зарубежных стандарта, разработанные ассоциацией IPC и дающие рекомендации по применению финишных покрытий:
Согласно последнему из перечисленных документов, финишное покрытие печатной платы может быть необходимо для сохранения паяемости платы, может служить проводящей поверхностью для контактов/разъемов, присоединения проволочных выводов и, главное, должно служить пограничным слоем между материалами КП и припоем при образовании паяного соединения. Виды покрытийИтак, основное назначение таких покрытий – защитить медную поверхность контактных площадок и обеспечить качественную пайку электронных компонентов на печатные платы. Для выполнения данной задачи к финишным покрытиям предъявляются следующие основные требования:
По составу финишные покрытия в основном представляют собой металлы и их сплавы. Исключением является т.н. OSP покрытие, которое стоит особняком не только потому, что является органическим, но и потому, что оно разлагается при пайке, тогда как металлические покрытия растворяются в сплаве, образующем паяное соединение. Среди методов нанесения металлических покрытий наибольшее распространение получили лужение, химическое и гальваническое осаждение. Лужение – достаточно простой способ, однако он теряет свою актуальность из-за сложности получения поверхностей с высокой плоскостностью, а также высоких температур процесса, отрицательно влияющих на надежность. Гальваническое осаждение – быстрый и хорошо контролируемый процесс, однако он требует наличия электрического контакта между всеми поверхностями, на которые наносится покрытие, что в случае рисунка печатной платы бывает достаточно сложно обеспечить. Для этого применяются технологические перемычки, соединяющие различные проводники и области в единое целое, которые потом удаляются, однако это в любом случае снижает технологичность процесса. В силу этих причин наибольшее распространение среди металлических покрытий получили т.н. иммерсионные покрытия (от англ. immersion – погружение), получаемые путем химической реакции замещения в растворе. Этот метод химического осаждения обеспечивает достаточно тонкие и однородные покрытия именно тех участков, где имеется открытая медь, т.е. благодаря реакции замещения процесс является самоуправляемым. Среди наиболее распространенных финишных покрытий можно назвать следующие:
Существует также ряд менее распространенных покрытий:
Последнее из упомянутых покрытий несколько лет назад имело очень широкое распространение, поскольку являлось, своего рода, «побочным эффектом» комбинированного позитивного метода изготовления печатных плат. Олово и свинец в пропорциях, близких к эвтектическому сплаву, наносились гальваническим методом через маску до травления меди, поэтому электрический контакт обеспечивался медной фольгой. Данное покрытие выполняло роль металлического резиста при травлении, а затем оплавлялось. Основными недостатками данного метода, приведшими к постепенному отказу от гальванического ПОС еще до перехода на бессвинцовую технологию, были отсутствие достаточной плоскостности, а также нанесения паяльной маски в местах проводников не на медную поверхность, а на поверхность, покрытую припоем, который, расплавляясь при пайке оплавлением, а часто и при ручной пайке вблизи контактных площадок, приводил к отслаиванию маски. Для устранения эффекта отслаивания данное покрытия в некоторых случаях в соответствующих местах удалялось механически до нанесения маски, однако этот способ снижал технологичность и надежность платы. В настоящее время данное покрытие применяется в некоторых изделиях, где отсутствует паяльная маска и/или указанные недостатки не играют большой роли, а также не предъявляется требований по исключению свинца, и ширина проводников плат и зазоры между элементами рисунка составляют не менее 0,25–0,3 мм. Ниже в данной статье рассмотрены получившие наибольшее распространение покрытия: HASL, ENIG, ImAg, ImSn и OSP. HASLДанный вид покрытия до недавнего времени преобладал в электронной промышленности благодаря отличным характеристикам паяемости сплава олово-свинец и его относительной дешевизне по сравнению с покрытиями на основе благородных металлов. Сейчас данный метод теряет актуальность из-за возрастающих требований к плоскостности и уменьшению шага контактных площадок, а также из-за перехода многих отраслей промышленности на бессвинцовую технологию, что вызвало удорожание материалов припоя и повышение температур процесса. В результате классического HASL-процесса контактные площадки платы покрываются слоем эвтектического сплава олово-свинец толщиной, как правило, от 1 до 40 мкм. Перед процессом HASL печатная плата проходит ряд операций подготовки – отмывку от загрязнений, предварительный нагрев и флюсование. Процесс горячего лужения имеет два варианта: вертикальный и горизонтальный (конвейерный). В вертикальном варианте печатная плата погружается вертикально в ванну с расплавленным припоем, находится в ней некоторое время при температуре ~260°С (для эвтектического сплава) и затем быстро вынимается; излишки припоя при этом сдуваются т.н. «воздушными ножами» – струями горячего воздуха. Одновременно происходит выравнивание покрытия. Площадки, различно ориентированные на плате по отношению к воздушным ножам, будут иметь разную толщину покрытия: перпендикулярные ножам – более тонкое, а параллельные – более толстое, так как ножи обдувают плату под углом в 90°. Кроме того, нижняя часть платы может пребывать в ванне с расплавленным припоем на 4-5 секунд дольше номинального времени, что ускоряет диффузию меди и может привести к загрязнению припоя [17, 22]. Как правило, вертикальное лужение применяется только для печатных плат, на которые не будут устанавливаться поверхностно монтируемые электронные компоненты. При горизонтальном лужении плата перемещается по конвейеру, проходит через рециркулируемую ванну с припоем, а потом также обдувается воздушными ножами. Равномерная толщина покрытия здесь может быть обеспечена расположением плат на конвейере под углом 45° [22]. Главное и несомненное достоинство HASL – обеспечение отличной паяемости печатной платы и ее долговременное сохранение. Общим недостатком HASL является неравномерность покрытия, вызванная образованием наплывов припоя (в особенности – на больших металлизированных полигонах) и ведущая к образованию неплоских контактных площадок. Такой дефект снижает выход годных, вызывая, в свою очередь, смещение отпечатков паяльной пасты и электронных компонентов, а также ухудшение припойного смачивания. Вследствие этого, при установке компонентов с малым шагом выводов такое покрытие может не удовлетворить требованиям плоскостности. Кроме того, для КП, расположенных с малым шагом (0,5 мм и менее), возможно образование перемычек. С точки зрения производителя печатных плат, HASL-процесс требует интенсивного обслуживания, вреден для здоровья, пожароопасен и требует значительных начальных капиталовложений [2]. Плата, погружаемая в расплавленный припой, испытывает жесткое тепловое воздействие. Существует мнение, что надежность внутренних соединений ПП резко падает вследствие таких термоударов, что можно обнаружить в результате проведения испытаний надежности платы по количеству выдержанных термоциклов до отказа, вследствие чего ряд производителей не использует HASL для покрытия МПП [17]. Кроме того, такой термоудар вызывает неравномерное тепловое расширение платы, что может сделать невозможной последующую точную установку компонентов с малым шагом выводов, если эта деформация будет значительной. Вследствие принятия директив RoHS, направленных на ограничение и последующий полный запрет использования свинца в электронной промышленности, осуществляется постепенный переход от свинцовосодержащих покрытий к альтернативным бессвинцовым. В настоящее время технология HASL применяется и бессвинцовых припойных сплавов, однако все чаще применяются другие покрытия, некоторые из которых рассмотрены ниже в данной статье. Достоинства:
Недостатки:
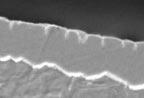
Химический никельОдним из альтернатив HASL является осаждение защитных покрытий с помощью химических методов, в частности, химического осаждения слоя никеля толщиной ~2,5 – 4 мкм. Это покрытие достаточно редко применяется как финишное; основная задача никеля – служить барьерным промежуточным подслоем для осаждения других металлов – иммерсионного золота, химического палладия, иммерсионного серебра и других материалов [22]. Химический никель/иммерсионное золото (ENIG)Покрытие из химического никеля/иммерсионного золота (ENIG) представляет собой тонкую (~ 0,05 – 0,2 мкм) золотую пленку, наносимую поверх подслоя никеля (~ 4 – 5 мкм). Золото хорошо растворяется в припое, не подвержено быстрому потускнению и окислению, поэтому представляется прекрасным выбором в качестве финишного покрытия. ENIG-процесс был выведен на рынок в начале 90-х с целью удовлетворения нужд промышленности в покрытии, которое бы обеспечивало лучшую плоскостность, чем у HASL, при сохранении хорошей паяемости. Иммерсионное золото наносится как на чистую медь, так и на подслой предварительно нанесенного химическим методом никеля. Никелирование проводится в слабокислом растворе, который позволяет осаждать устойчивые к коррозии сплавы никеля и фосфора (содержание фосфора 8...10%). Ровный, мелкокристаллический и малопористый слой золота обеспечивает хорошую паяемость и защищает никель от окисления, а никель, в свою очередь, выполняет функцию барьера между медью и золотом, предотвращая их взаимную диффузию и последующее окисление меди, ведущее к образованию несмачиваемой припоем поверхности. Иммерсионное золото имеет хорошую адгезию к слою никеля; может наноситься до или после нанесения паяльной маски. Рекомендуется применять покрытие ENIG при последующем использовании паст с органическими флюсами или флюсами, не требующими отмывки [20]. На практике ENIG можно наносить только в вертикальных системах, что противоречит существующей тенденции к внедрению конвейерного оборудования как более производительного и требующего меньше манипуляций с производимой продукцией. ENIG-процесс является довольно сложным и трудноуправляемым, так как содержит ряд операций с большим числом контролируемых параметров – в частности, операций, проводимых в ванне для никелирования. В начале своего внедрения одной из основных проблем ENIG-процесса было обеспечение совместимости паяльных масок с ванной для никелирования, где процессы протекают при температурах ~85°С; для ее решения были разработаны специальные маски и техпроцессы. Некоторые многослойные материалы также испытывали проблемы с ванной для никелирования, которые выражались в пропусках покрытия, образованию нерегулярных наростов на кромках проводников и КП, нанесении покрытия в неметаллизированных отверстиях и паразитном никелировании (нанесении покрытия между проводниками). Нанесение золота на никелевую поверхность возможно вследствие его контролируемого окисления (обменная реакция). При этом, по причине возникающих трудностей контроля никелевой коррозии, возможно ее чрезмерное развитие вплоть до достижения медной поверхности. Это обычно вызывает проблемы, связанные с паяемостью и долговечностью паяного соединения (рис. 1) [2]. Как показывают тесты на сдвиг припаянных шариковых выводов BGA-корпуса, соединение на основе сплава олово-свинец на медном основании является гораздо более прочным, чем на основе никеля. Различие в ТКР BGA-компонентов и печатной платы, в особенности для больших по площади корпусов, вызывают значительные напряжения в паяных соединениях, что может привести к усталостному разрушению соединений с участием периферийных шариковых выводов.
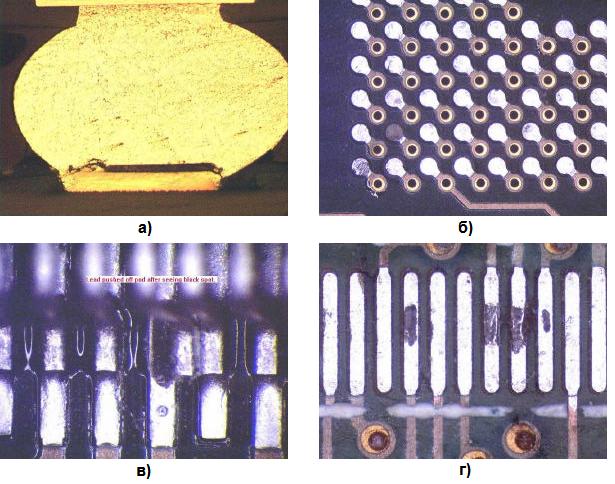
Рис. 1. Избыточная коррозия никеля. Фото из [2] Согласно стандарту IPC-2221, рекомендуемая толщина химического никеля составляет 2,5 – 5,0 мкм, а иммерсионного золота 0,08 – 0,23 мкм [1]. Следует отметить, что большинство материалов, наносимых химическим или электрохимическим способом, пригодны для бессвинцовой пайки, хотя их время жизни может быть ограничено 6 месяцами. Все процессы иммерсионного нанесения имеют ограниченное время жизни, так как их свойства неизбежно деградируют со временем. Разложение этих материалов еще более ускоряется в условиях повышенной температуры и влажности. Любой физический контакт с покрытием, нанесенным химическим или электрохимическим способом, скорее всего, ухудшит паяемость. Дефекты ENIG-процессаНаиболее распространены три вида дефектов, связанных с использованием финишного покрытия ENIG: пористое золотое покрытие, охрупчивание золота, эффект «черной контактной площадки». Пористое золотое покрытиеОбразование пористого золотого покрытия происходит в случае, когда атомы золота не формируют плотную кристаллическую решётку, позволяя атомам никеля мигрировать к поверхности и образовывать непаяемую поверхность. При использовании иммерсионного золота этот дефект происходит редко и обычно остается незамеченным, пока не появляются проблемы с паяемостью. Охрупчивание золотаЕсли в меди растворено достаточное количество золота, происходит значительный рост образования хрупких интерметаллидов AuSn4, по границам которых происходит разрушение паяного соединения. Этого обычно не происходит, пока содержание золота в паяном соединении не достигнет 4% по массе и, вследствие этого, если толщина золотого покрытия не превышает 0,064 мкм, проблема отсутствует. При наличии выводов компонентов, покрытых сплавом Sn/Au, согласно стандарту J-STD-001 рекомендован процесс погружения выводов в припой для частичного растворения золота [11]. Эффект «черной контактной площадки» («black pad»)Печатные платы, защитное покрытие на которые нанесено с помощью ENIG-процесса, могут иметь характерный дефект, называемый «черная контактная площадка» («black pad»). В результате возникновения данного дефекта образуются механически непрочные паяные соединения, которые могут треснуть и/или отслоиться даже под действием минимальной нагрузки. Дефект наиболее отчетливо проявляется для корпусов с матричным расположением выводов вследствие большей жесткости – BGA, QFP, QFN. Название дефекта произошло от темно-серой или черной поверхности площадки, обнажающейся при отслоении паяного соединения. Пример проявления этого дефекта для корпусов BGA и QFP показан на рис. 2 [26].
Рис. 2. Примеры образования дефекта «черная контактная площадка» для корпусов BGA и QFP: а) треснувшее паяное соединение с участием шарикового вывода BGA-компонента; б) посадочное место для BGA-компонента с одной черной контактной площадкой в) припаянный компонент QFP с треснувшим и смещенным выводом; г) черные контактные площадки на КП под QFP-компонент после снятия компонента и удаления избыточного припоя. Фото из [26] Механизм, ведущий к возникновению черной контактной площадки, в настоящее время еще окончательно не изучен, однако проведенные исследования свидетельствуют, в частности, о влиянии на его появление содержания фосфора в ванне, а также остаточного фосфора в покрытии после его нанесения. Фосфор выделяется в процессе восстановления никеля на поверхность медной площадки; при пайке и растворении золота в припое этот поверхностный слой фосфора обнажается. Он имеет плохую паяемость – припой не смачивает его поверхность и скатывается с нее. На рис. 3 показана поверхность разрушенного паяного соединения с участием шарикового вывода BGA-компонента, где содержание фосфора составило 28,25% [18].
Рис. 3. Снимок разрушенного паяного соединения с участием шарикового вывода BGA-компонента, сделанный с помощью сканирующего электронного микроскопа. Фото из [18] Недавно проведенные исследования производителя печатных плат, компании HADCO Santa Clara, Inc., продемонстрировали механизм, при котором никель в процессе иммерсионного золочения подвергался коррозии. Данный эффект получил название «повышенной активности иммерсионного золочения». Были прослежены различные стадии этой гиперактивности, в результате которых коррозии подвергались различные объемы никеля; при повышении ее уровня прочность интерметаллических соединений Ni-Sn после проведения пайки снижалась, что непосредственно вело к разрушению паяных соединений и наблюдаемому эффекту черной контактной площадки. Присутствие интерметаллических соединений Ni-Sn на поверхности разлома паяного соединения представлено на рис. 4. Также в процессе исследований было показано, что приложение низкого напряжения к выводам QFP-компонента, припаянным к контактным площадкам, также служит инструментом дальнейшего роста коррозии на отдельных КП или отдельных регионах этих площадок [11, 18]. На рис. 5 показаны последовательные стадии индуцированной коррозии Ni на контактных площадках, покрытых ENIG, с образованием дефекта черной контактной площадки (слой золота удален травлением) [18].
Рис. 4. Снимок разрушенного паяного соединения с присутствием на поверхности разлома интерметаллических соединений Ni-Sn, сделанный с помощью сканирующего электронного микроскопа и энергорассеивающей рентгеновской спектроскопии. Фото из [18]
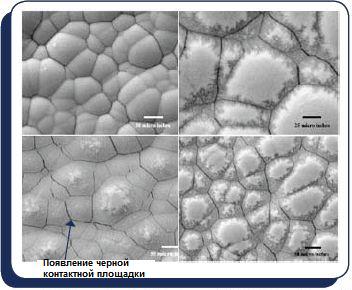
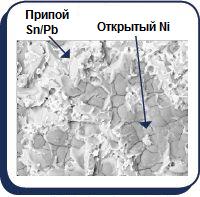
Рис. 5. Снимок последовательных стадий индуцированной коррозии Ni на контактных площадках, покрытых ENIG (по часовой стрелке). Фото из [18] Ряд других исследований показывает, что повышенная активность иммерсионного золочения также может быть вызвана уровнем pH, а также примесями, образующимися из-за разрушения паяльной маски [18]. Институт исследований технологий межсоединений (Interconnect Technology Research Institute, ITRI) также провел исследование данного дефекта. Было отмечено, что ни один из параметров процесса нанесения покрытия не был идентифицирован в качестве единственной причины возникновения черных контактных площадок, хотя некоторые химические составы показали себя лучше прочих. Также было обнаружено, что дефект проявлялся в случае электрического контакта маленьких КП и большой КП и/или группы маленьких КП. В качестве объяснения было предложено то, что такое подключение дает эффект гальванического элемента, сходного с приложением небольшого напряжения и проявлением повышенной активности иммерсионного золочения в исследованиях, проведенных HADCO [11]. Трещины на поверхности разлома паяного соединения, подобные корке растрескавшейся грязи (т.н. «mud cracks»), свидетельствуют о недостатке интерметаллических соединений Ni-Sn в результате связывания никеля в соединение Ni-P. Такой случай показан на рис. 6, где на поверхности разлома паяного соединения присутствует весьма небольшое количество олова [18].
Рис. 6. Снимок высокого разрешения, сделанный с помощью сканирующего электронного микроскопа и демонстрирующий наличие черных контактных площадок. Фото из [18] Также дефект черной контактной площадки может быть вызван избыточным временем процесса пайки, в результате чего ускоряется образование интерметаллических соединений Sn-Ni и Sn-P [17]. Согласно [19], некоторые производители рекомендуют использовать не ограниченные паяльной маской контактные площадки для BGA-компонентов (non solder mask defined pads, NSMD), что дает возможность припою при формировании паяного соединения осуществлять адгезию не только к верхней плоскости площадки, но и к ее боковым поверхностям. Это дает некоторое упрочнение паяного соединения, но полностью не избавит от негативных последствий образования черных контактных площадок. Общая рекомендация для производителя в данном случае: правильный выбор поставщика печатных плат. Достоинства:
Недостатки:
Страницы статьи: 1 2 
|
|


|
© “Элинформ” 2007-2026. Информационный портал для производителей электроники: монтаж печатных плат, бессвинцовые технологии, поверхностный монтаж, производство электроники, автоматизация производства  |