|
|
Скоро!Событий нет.
|
Главная » Техническая информация » Статьи » Материалы оснований печатных плат для бессвинцовой пайки
01 февраля 2008
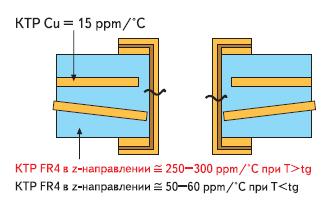
Материалы оснований печатных плат для бессвинцовой пайкиАркадий Медведев, д.т.н., профессор МАИ Впервые опубликовано в журнале "Технологии в электронной промышленности" №2'2007 Публикуется с разрешения Издательства Файнстрит Принципиальное отличие бессвинцовых припоев от эвтектических сплавов олово-свинец состоит в их большой температуре плавления и плохой смачиваемости. И то, и другое вынуждает поднимать рабочие температуры паек, что ускоряет процессы термодеструкции элементов межсоединений и изоляции. Увеличение температуры на каждые 8 градусов ускоряет процесс разрушения в два раза. Поэтому для бессвинцовых технологий приходится использовать более нагревостойкие базовые материалы и компоненты в термоустойчивых корпусах. Сегодня в массовом производстве сложилось единое мнение, что наиболее щадящей альтернативой для замены эвтектики Sn62/Pb38 в аппаратуре общего назначения является сплав Sn95,5/Ag3,8/Cu0,7с температурой плавления 217°С, что на 34°С выше Sn62/Pb38. Но рабочая температура пайки этим припоем увеличивается более чем на 34°С, из-за его низкой смачиваемости. Для улучшения смачиваемости рабочую температуру вынуждены поднимать еще на 20°С. Таким образом, если для сплава Sn62/Pb38 с температурой плавления 183°С рабочая температура устанавливается равной 220-230°С, то для Sn95,5/Ag3,8/Cu0,7— 265-270°С. Это значительное изменение режима пайки может привести к серьезным проблемам при монтаже аппаратуры, кардинальным изменениям в используемых материалах и техпроцессах. Жесткие температурные нагрузки при пайке бессвинцовыми припоями приводят к большим деформациям металлизации отверстий, что при определенных условиях способно вызывать разрыв металлизации отверстий или сдвиг металлизации относительно стенок отверстий, если не принять мер для увеличения пластичности гальванических осаждений. Печатная плата представляет собой сложную композиционную систему, содержащую разнородные материалы: медь, стекло, полимер (например, эпоксидную смолу). Они имеют значительно различающиеся термические коэффициенты линейного расширения (ТКЛР). Особенно большую и меняющуюся от температуры величину ТКЛР в этой композиции имеют полимеры, использующиеся в качестве связующего стеклопластика. Вот почему для улучшения размерной стабильности полимеры армируют стекловолокном. Однако данным приемом уменьшают ТКЛР только вдоль волокон стеклоткани, то есть вдоль плоскости листов материала. В направлении, перпендикулярном плоскости армирования, ТКЛР остается сравнительно большим (рис. 1).
По этой причине при температурах лужения (HALS), оплавления, пайки и перепайки в элементах соединений печатных плат возникают значительные термомеханические напряжения, которые могут приводить к отказам соединений [1,2]. Термомеханические напряжения приводят к растяжению металлизации вдоль оси отверстия — осевые напряжения. В работе [2] проведен анализ осевых термомеханических напряжений, возникающих в металлизации отверстий, и показаны условия устойчивости внутренних межсоединений. Теперь можно сказать, что существует три таких условия:
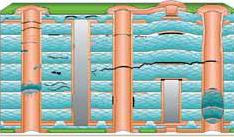
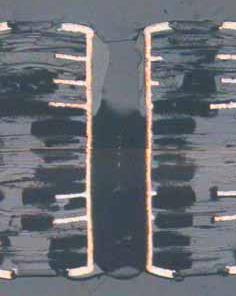
Сцепление металлизации со стенками отверстий во многом зависит от подготовки поверхности и активации отверстий. Поскольку эти факторы плохо поддаются управлению, их приходится контролировать измерением усилия вырыва металлизации из отверстия. Вырыв осуществляют после впаивания в отверстие проволоки соответствующего диаметра. Что касается пластичности, она должна повторять расширение стенок отверстий без разрыва и отслоений. Прежние отраслевые стандарты устанавливали нижний предел пластичности медной металлизации — 3,5%. Чтобы поддерживать пластичность на этом уровне, после очистки электролита приходилось добиваться значения 6% и еженедельно контролировать ее, чтобы качество медного осадка оставалось на приемлемом уровне. Но когда условия обеспечения надежности оговариваются в общем виде, трудно решить, какие новые конкретные требования нужно предъявить к системе межсоединений, чтобы обеспечить ее устойчивость к повышенным термическим нагрузкам, свойственным бессвинцовым пайкам. Для пайки эвтектическими припоями SnPb сложились определенные требования по обеспечению надежности межсоединений применительно к отечественным материалам ФТС и СТФ, имеющим, к сожалению, низкую температуру стеклования Tg, примерно 110°С. Чтобы скомпенсировать большое температурное расширение этих материалов после температуры стеклования, прежними технологическими стандартами были установлены требования к пластичности медных осадков — не менее 3,5%. Но нужно иметь в виду, что зона упругих деформаций у меди не выходит за пределы 0,03-0,5%. Деформации большие, чем указанные, называются пластическими. Это значит, что циклические нагрузки в зоне пластических деформаций рано или поздно приводят к малоцикловым разрушениям — к отказам межсоединений. Схематически данный процесс показан на рис. 2, а фотографическое изображение металлографического шлифа со следами температурных деформаций — на рис. 3 [3].
Для прогнозирования ресурса устойчивости межсоединений к воздействиям термоциклов и термоударов, в процессе которых элементы соединений подвергаются циклически изменяющимся термомеханическим напряжениям, можно использовать результаты циклических испытаний или расчетов по хорошо зарекомендовавшим себя моделям малоцикловых разрушений [4-7]. Физическое представление модели малоцикловых усталостных разрушений состоит в том, что под действием циклически изменяющихся напряжений и деформаций в элементах соединений и по границам их сопряжений постепенно образуются микротрещины, которые на дальнейших стадиях перерастают в макротрещины. Это приводит сначала к перемежающемуся отказу, а затем к необратимому разрыву соединений. Неизбежная для реальных условий микро- и макронеоднородность элементов структурных составляющих межсоединений характеризуется вероятностными распределениями величин микродеформаций и микронапряжений. Циклическое нагружение таких неоднородных структур порождает в наиболее напряженных структурных звеньях необратимые деформации, накапливающиеся с нарастанием числа циклов. Материалы соединений, используемые в конструкциях печатных плат (медь, никель и др.), характеризуются малым диапазоном упругих деформаций и большой пластичностью. Поэтому их циклическое разрушение относится к области малоцикловой усталости материалов, за которые «ответственны» повторяющиеся пластические деформации. Неизбежное наличие неоднородностей структуры материалов (элементы соединений и их спряжений, образующих целостную электрическую цепь) усугубляется малой толщиной металлизации, в которых они сосредоточиваются. Это является причиной зависимости количества разрушений с ростом числа циклов нагружения, в данном случае температурных. Известно соотношение Коффина-Мэнсона, устанавливающее взаимосвязь между количеством циклов до усталостного разрушения Ny и возникающими при них пластическими деформациями циклически нагружаемых элементов:
где ау — коэффициент усталостной пластической деформации, Δε/2 —амплитуда пластической деформации, β — константа кривой усталости. Реальные явления не могут так однозначно характеризовать процессы усталостного разрушения неоднородных структур. По крайней мере, каждая из точек приведенной зависимости представляет собой центр группирования множества с определенными значениями математического ожидания и стандартного отклонения. Если распределение множества в данном случае характеризуется нормальным законом, среднее количество циклов до разрушения N можно вычислить, исходя из предыдущего выражения:
а функция плотности вероятности отказа на NY циклах выражается следующим образом:
где έП и έ — средние значения пластичности и амплитуды деформации материала при циклических нагрузках, ψ2 — результирующая стандартная дисперсия:
где [σ(έП)]2 и [σ(έ)]2 — дисперсии распределений значений пластичности и деформаций. Для большинства материалов β=2, поэтому
На основании этих соотношений, исходя из известных представлений, определилось среднее количество циклов до первого отказа
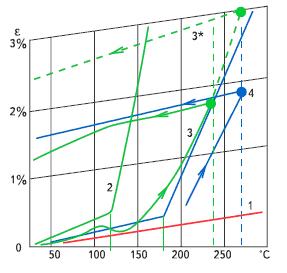
Найденные соотношения демонстрируют хорошее совпадение с результатами испытаний реальных МПП, опубликованных, например, в работах Ф. П. Галецкого. Особенность испытаний по Галецкому состояла в регистрации первых даже кратковременных отказов длинной «ныряющей» цепи при термоциклировании -60/+120°С тест-плат МПП с металлизацией в стандартном электролите, обеспечивающем εП = 5 % и σ(εП) = 0,3%. По диаграмме деформация-температура можно определить, что ψ = 0,57%. Влияние неоднородностей структуры соединений можно оценить значением σ(ε) = 0,1...0,6%. В таблице 1 приведены результаты сопоставления расчетных и экспериментальных (по Ф. П. Гадецкому) данных для отечественных материалов типа СТФ.
Если переносить эти результаты на устойчивость межсоединений к перепайкам отверстий для традиционной и бессвинцовой технологии, для материалов оснований с низкой температурой стеклования (СТФ, ФТС) и материалов с повышенной Tg (FR-4 с Tg=180°С), то можно прогнозировать следующие результаты (табл. 2).
Ha рис. 4 показано, как могли выглядеть кривые деформации металлизации отверстий для различных условий пайки. Можно видеть, что металлизация отверстий находится в зоне значительных пластических деформаций, провоцирующих малоцикловые усталостные разрушения.
Выводы
Литература

|
|
|||||||||||||||||||||||||




|
© “Элинформ” 2007-2024. апертура, трафареты, фольга, надгробный камень |